| 作者 | 主题 |
|---|---|
|
隐身人 版主 
经验值:40701 发帖数:10700 精华帖:73 |
楼主
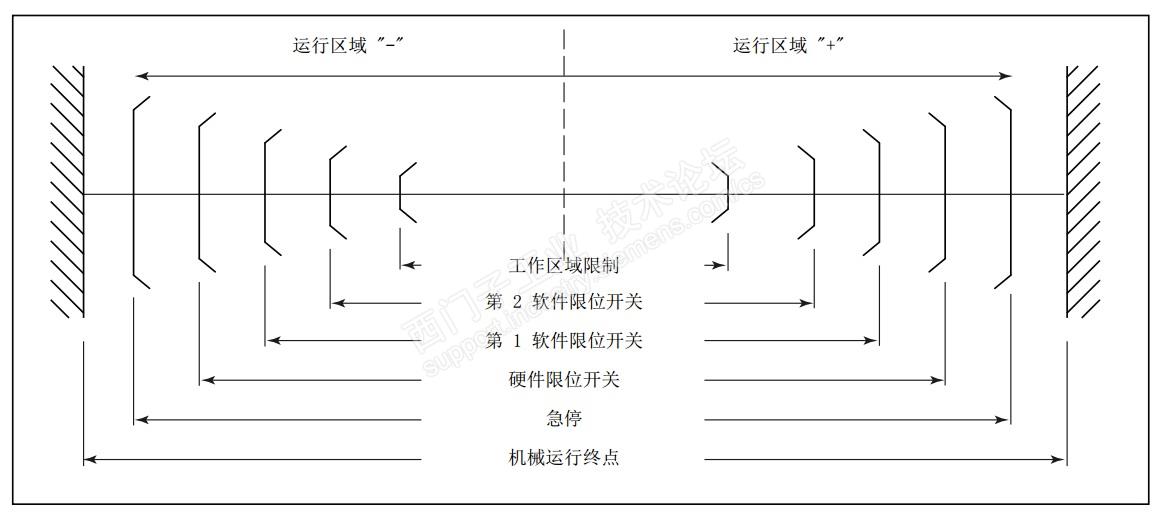
主题:每日一贴之限位开关监控 硬件限位开关: 功能 : 硬件限位开关通常被安装在机床轴行程的末端。 它用于防止在机床轴还未回参考点时就意 外驶出了最大行程。 如果触发了硬件限位开关,由机床制造商创建的 PLC 用户程序便会设置相应的接口信号: DB31, ... DBX12.0/1 = 1(硬件限位开关 -/+)。 参数设置: 可通过以下机床数据来设置达到硬件限位开关时机床轴的制动方式: MD36600 $MA_BRAKE_MODE_CHOICE(硬件限位开关的制动方式); 值=0 使用设置的轴加速度制动; 值-1 快速停止(设定速度 = 0); 有效性: 控制器起动后,硬件限位开关监控在所有的运行模式中都有效。 影响: 达到硬件限位开关时: 报警 21614 “通道 <通道号> 轴 <轴名称> 硬件限位开关 <方向>”; 机床轴按照设置的制动方式减速至停止。 如果进给轴/主轴和其它的进给轴/主轴插补,这些轴会根据设置的制动方式减速至停止。 相关机床轴特定方向上的移动键被禁用。 软件限位开关: 功能: 软件限位开关用于限制机床轴的运行范围。每个机床轴在每个运行方向上可以使用两个(第 1 个和第 2 个)软件限位开关: MD36100 POS_LIMIT_MINUS(第 1 个负向软件限位开关); MD36110 POS_LIMIT_PLUS(第 1 个正向软件限位开关); 标准情况下是第 1 个软件限位开关生效。通过 PLC 用户程序可激活某方向上的第 2 个软 件限位开关: DB31, ... DBX12.2 / 12.3(第 2 个负向/正向软件限位开关); 有效性: 软件限位开关: 在机床轴回参考点后立即生效。 在所有运行模式中有效。 前提条件: 软件限位开关以机床坐标系为参考。 软件限位开关必须位于硬件限位开关范围内。 机床轴可一直运行到生效的软件限位开关的位置。 PRESET(预设) 使用预设功能后,软件限位开关就不再生效。机床轴必须首先重新回参考点。 循环旋转的回转轴 循环旋转的回转轴上没有生效的软件限位开关监控: MD30310 $MA_ROT_IS_MODULO == 1(回转轴和主轴的模数转换); 例外: 回转轴; 自动运行模式 (AUTOMATIK, MDA); 无坐标转换,无叠加运动,未改变的软件限位开关: 带坐标转换: 不同的坐标转换方式产生不同的响应: 如果一个零件程序段中所包含的运动指令有可能导致驶过软件限位开关,则仍启动 该零件程序段。 相关的机床轴停止在生效的软件限位开关处。 其他参与该运动的机 床轴减速至停止。 轴在此期间离开编程的轮廓。 带叠加运动: 如果一个零件程序段中所包含的运动指令有可能导致驶过软件限位开关,则仍启动该零 件程序段。 正在执行叠加运动或已经执行叠加运动的机床轴会停止在各个生效的软件限 位开关处。 其他参与该运动的机床轴减速至停止。 轴在此期间离开编程的轮廓。 手动运行模式: JOG,无坐标转换 机床轴停止在软件限位开关位置处。 JOG,带坐标转换 机床轴停止在软件限位开关位置处。 其他参与该运动的机床轴减速至停止。 轴在此期 间离开预设的轨迹。 切换软件限位开关(第 1 个 ? 第 2 个软件限位开关) 如果切换后机床轴的实际位置位于软件限位开关后,那么机床轴会以允许的最大加速度 停止。 在 JOG 运行模式下驶过软件限位开关 如果已经到达了软件限位开关的位置并重新按下移动键继续在该方向上运行,系统会显 示报警且轴不再继续运行: 报警 10621 “通道 <通道号> 轴 <轴名称> 在软件限位开关处停止 <方向>” 明日话题:工作区域限制监控;
西门子的多年使用者http://yinshenren.ys168.com/、微信:wlpxiaolu
|
|
hhyx9 奇侠 经验值:6783 发帖数:686 精华帖:15 |
4楼
 主题:回复:每日一贴之限位开关监控
主题:回复:每日一贴之限位开关监控不是维修麻不麻烦,或者多个元器件就多个故障点的事,而是取消硬限位,只靠电机绝对值编码器(哪怕靠的是绝对值光栅也一样)做行程保护本身就不可取。这个其实就是仅依靠软限位做位置限制,而我们都知道,软限位要正确发挥效果,至少要满足几个条件: 1、MCS的必须正确建立,仅靠电机编码器,只要电机拆过、传动打滑、都有可能导致MCS相对机床原点的偏置不正确,从而软限位无法起到应有的作用。而不管用的是电机编码器还是光栅尺,都存在绝对值零点设置错误,或者未设零运动轴的可能性,此时软限位也无法正确生效 2、软限位位置值的必须正确设置,软限位设置在满足轴运动行程的前提下,需要充分考虑到与机械极限留出足够的安全距离,在一些带刀库、转台、附件库的设备上还要考虑第二软限位的设置,以防止在正常加工时误入该区域,我们在工作中经常会因为临时维修需要,放大软限位行程测试,此时轴也等于是在无保护状态 所以说在实际设备设计中,硬限位是必不可少的基本配置,不是你觉得几乎不用就可以省略的。因为等到硬限位用的时候,有时就是救命的时候。 前面说的那家民营机床厂因为设备产量大,通用化程度高,任何一点的成本节约最后都会转化为较大的总额收益,才会“铤而走险”去省这种成本,其实说白了还是只想赚快钱,没有也根本不考虑做百年老店的打算,一切向钱看也是我们国家装备制造业上不去的根本原因之一
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城













 短信登录
短信登录
