事情经过:客户的齿轮箱进行改造,原来是用海德汉的编码器,因为坏了他们给屏蔽了,现在改造的是用的齿型编码器:GS04A01MIS 齿GRO4-256B01换好一开机测试出现25001报警,当时是客户自己根据我们提供的参数设置,齿型编码器是我们的钳工装的。
故障处理:
1. 经过与客户沟通确认参数是否正确31020(1):256,30200(1):2,30240(1):1,P408:256,P425=256,他们回复我是正确的。我此时担心线是否有问题,线是新的我想是没有问题,我问是什么系统说是840DSL的。
2. 我让他们确认线是否正确:
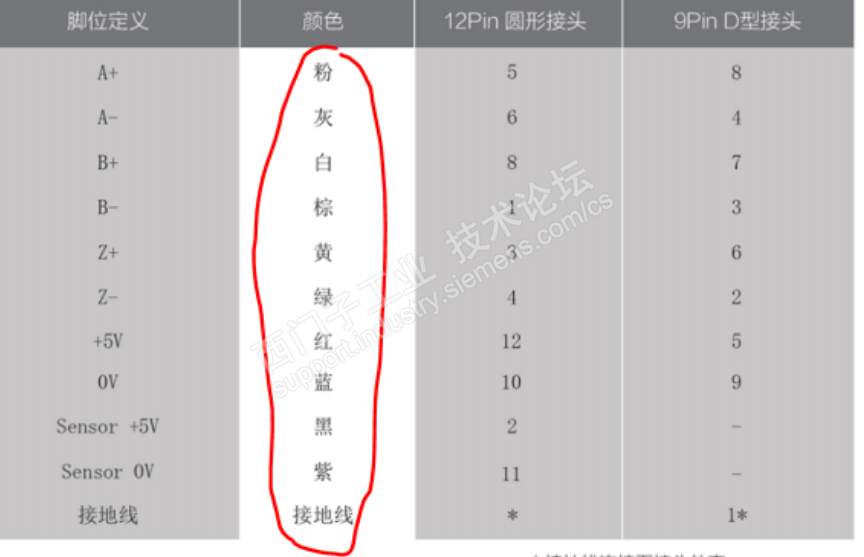
齿型编码器的接线,
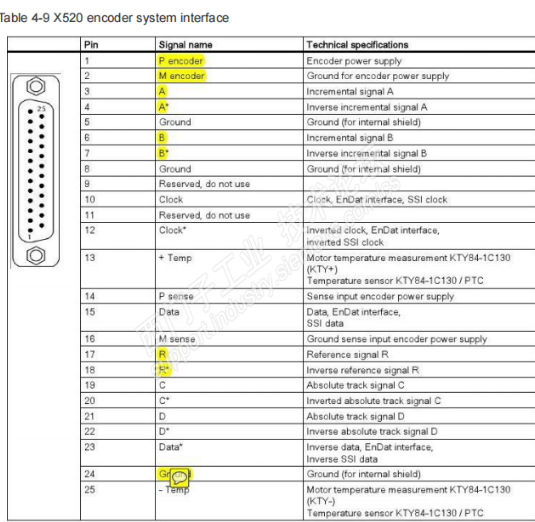
SMC20接口定义
客户根据我提供的接线进行查线,回复我没有问题。
3. 没有办法看来要我亲自去一趟了,由于我刚动过手术在家修养,不过是骨头的硬伤休息100天就可以了,没办法去吧,到了现场我检查参数只有P425是1000不对,线也顺便检查了一下线没问题,我改了之后还是出现报警:
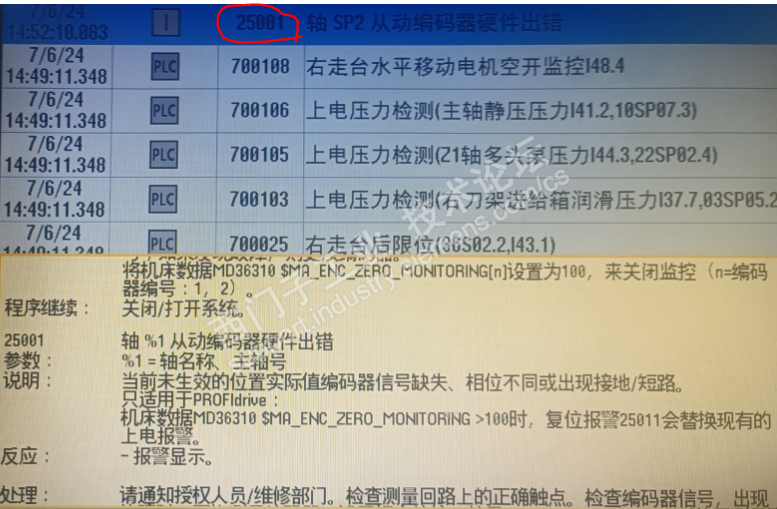
此时主轴的测试转速是500转,因为高换低档原来就有问题,他们低档不用,所以当天我也找不到原因,怀疑齿型编码器装的有问题,但没有依据说服钳工,我又重新配了一下编码器:

但还是报警,没办法只能无功而返,天太热,我受伤的手也不能工作太长时间。
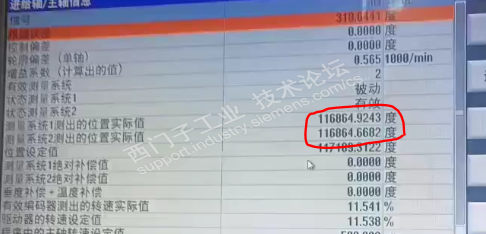
4. 过了几天客户再次催我们去处理,这次我没有方向,坚持认为齿型编码器装的有问题,我的想法是要看看低速测试是不是报警,然后根据编码器厂家提供的仪器去进行测试,厂家说Va,Vb的值要在1000正负50范围内,我再次到现场,表达我的意见要求可以低速转主轴,他们说可以点动,我就测试诊断:
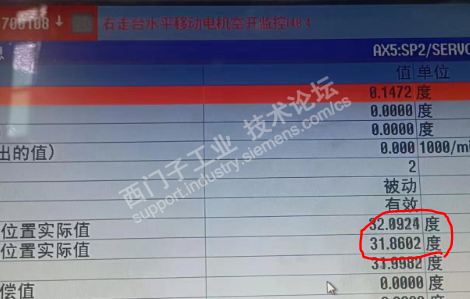
发现第二测量系统有数据,当转到31.8后出现了报警,此时判定我的参数没有问题,线也没有问题,因该是齿型编码器装的不好。
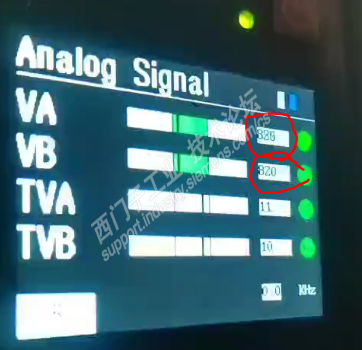
5. 为了进一步证明我用带的仪器让同事上去测,因为我不能登高,用视屏指导他们,此仪器我也没有用过。
VA,VB的值是440左右,因为我咨询过供应商这个值要在1000左右,太低了
6. 数据摆在面前,钳工只能听我的了重装,此时有了仪器,他们调整编码器到仪器上的数值:
在范围内了,但很难调到1000正负50的值,那就先试试吧,先点动转主轴,编码器没有报警。诊断数值也是好的:
紧接着我测试高速转主轴,测试有没有报警,结果也不报警了,由于是第一次接触此类齿型编码器,没有经验,又不能坚定认为类齿型编码器装的有问题,走了些弯路,总算完美解决问题,也对得起我受伤的手了。









 技术支持
技术支持
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 白金
白金



 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐




















 短信登录
短信登录
