这是发那科、西门子和三菱 3种系统的等螺距螺纹指令对比。
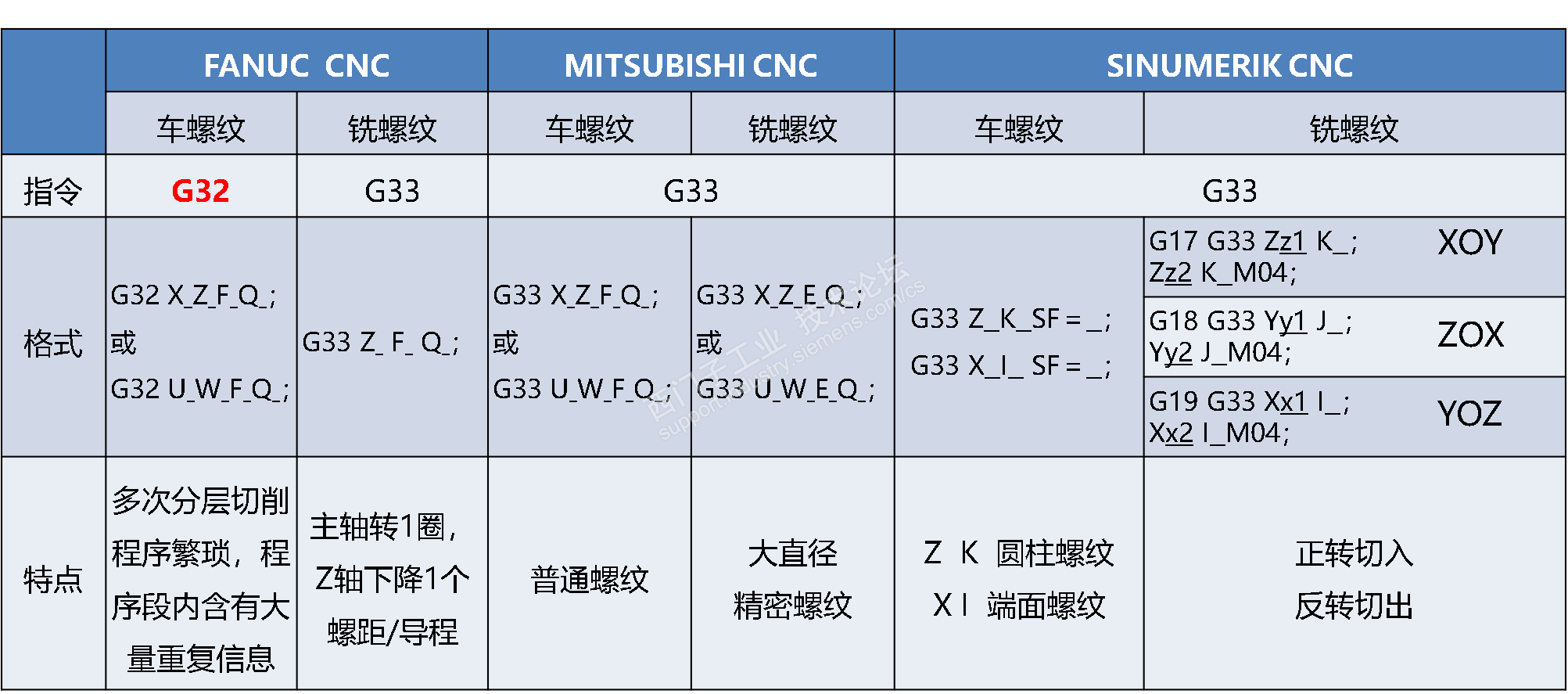
三菱、西门子的车削、铣削螺纹指令均为G33,而FANUC系统车螺纹是G32,而铣削螺纹是G33。
其指令格式有的可以是G90绝对方式的X Z坐标,也可以是G91增量方式的 U W坐标。铣削指令在使用时,得关注是哪个平面,需借助G17 G18和G19指令指定目标平面。

这是简化程序编写的等螺距螺纹车削指令。系统不同,指令不同。单一形螺纹车削循环,FANUC为G92,三菱则为G76,而西门子则是CYCLE97。
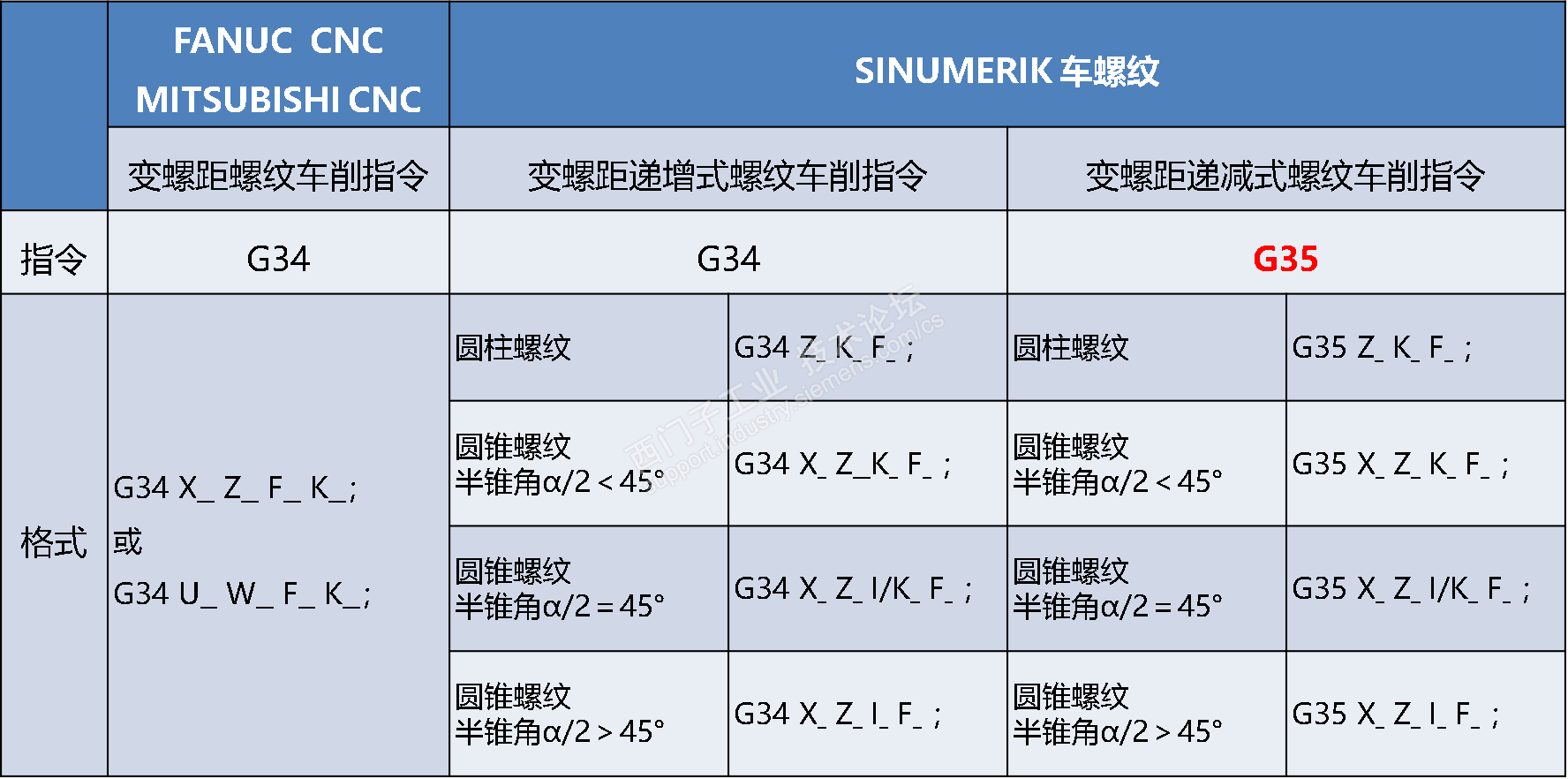
作为变螺距螺纹的车削指令,发那科和三菱系统一样,是模态有效的G34代码。而西门子系统将其拆分为2个,1类是螺距递增式的G34代码,另1类是螺距递减的G35代码。
还有,彼此的指令格式符号不一样。作为螺纹起刀点沿长轴方向的基本螺距,fanc和三菱用F表示,而西门子用K表示。
作为主轴每转的螺距变化量,两者恰好对调,西门子用F,而发那科和三菱用K表示。
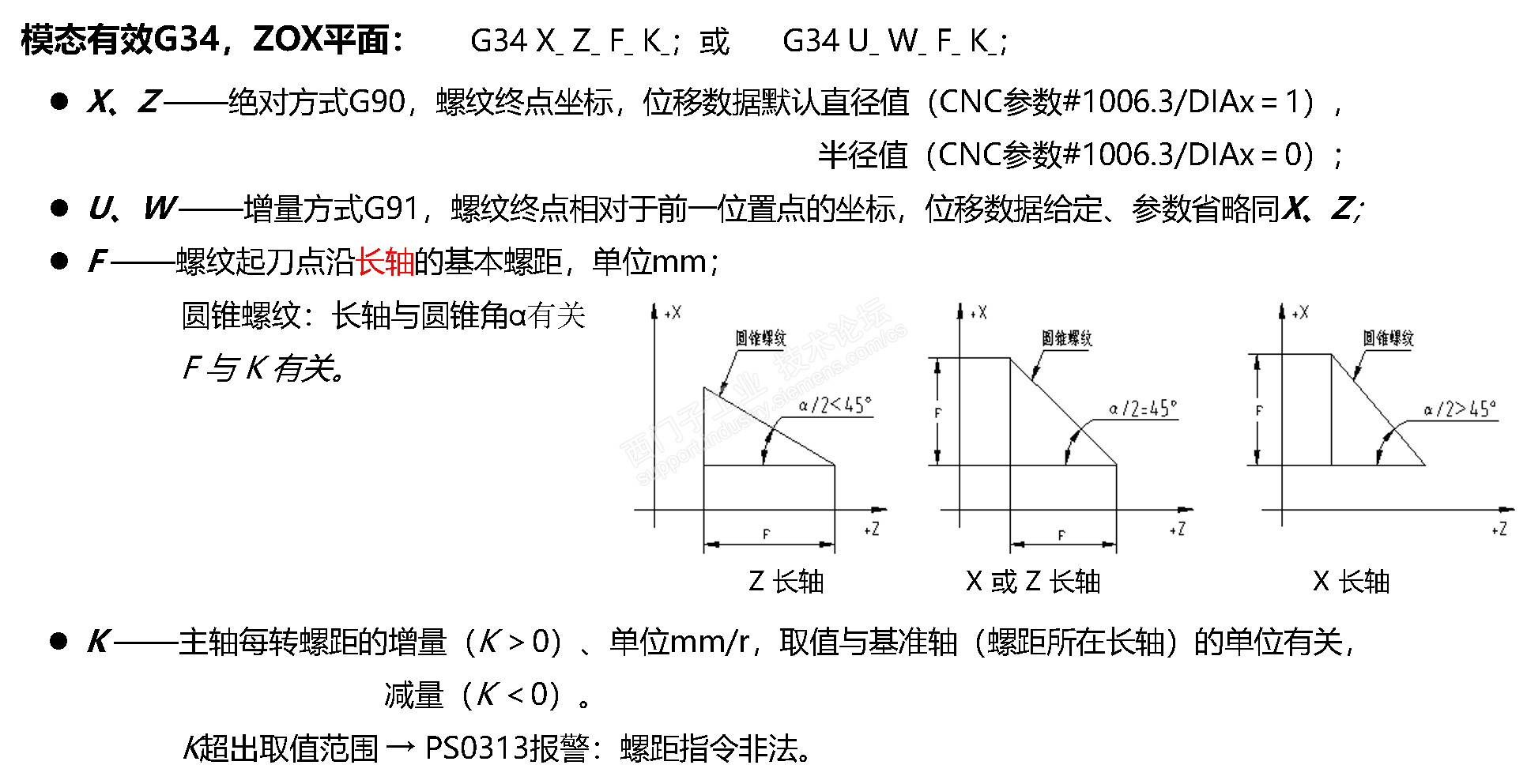
这是FANUC机床的G34指令格式,G90绝对方式下,X默认为直径值编程。
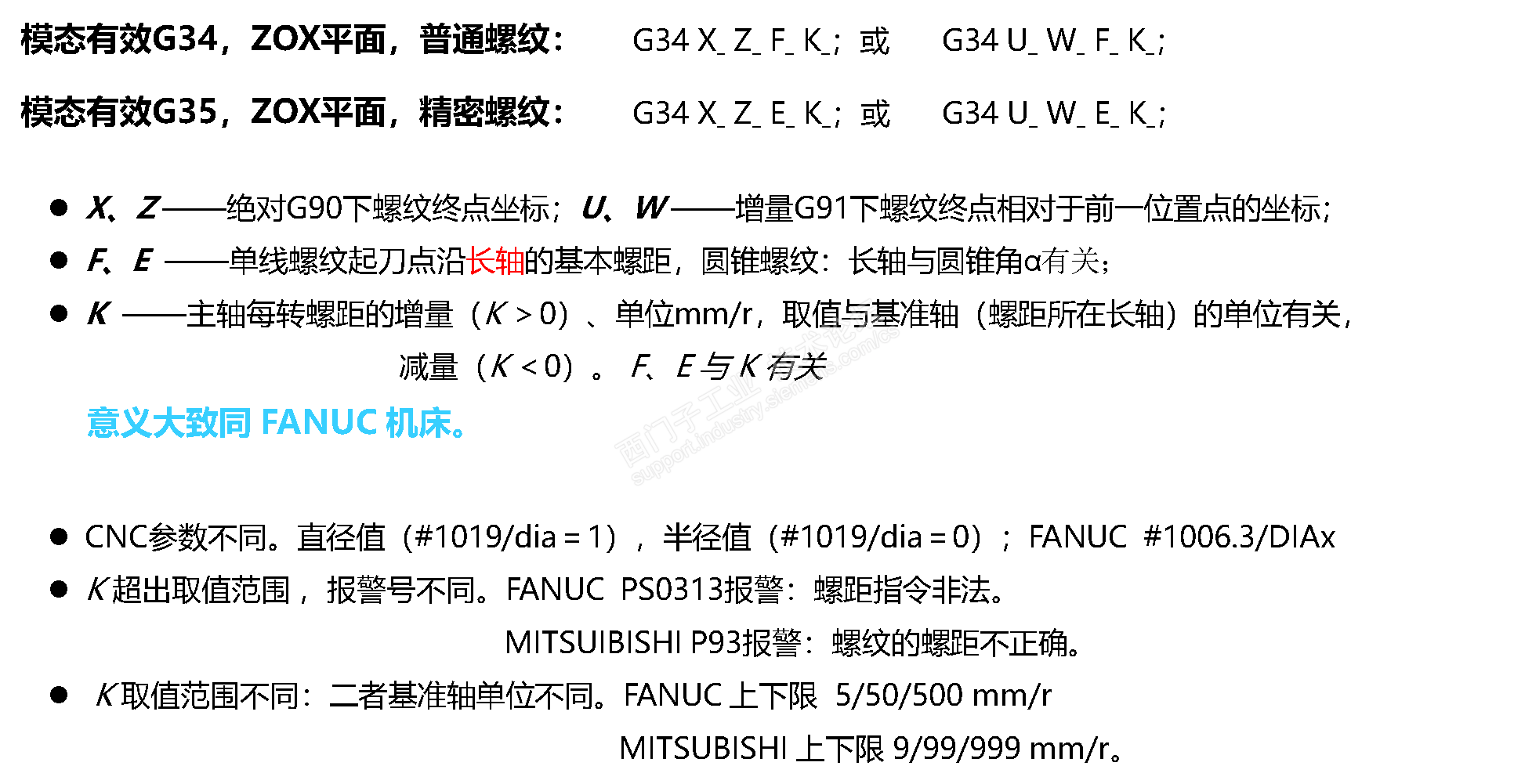
这是三菱机床的G34指令格式,意义大致与fanuc机床相同,
不同的是关于直径值编程的CNC参数指定不同,主轴每转螺距变化量K超出范围时报警号不同,以及K取值范围不同。

这是西门子系统的变螺距车削指令。基本螺距逐渐增加时,采用G34,基本螺距逐渐减少的,采用G35.









 技术支持
技术支持
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐




















 短信登录
短信登录
