一次西门子840D 系统报警的排障过程
前几天,工厂其中一台西门子840D系统设备报警3通道Z轴25030#错误,现场操作员把进给率调整到85%以下时,报警不会出现。
按设备保养进程,今天同事对3通道的Z轴伺服电机,订货号:1FT6108-8SF71-1EH0进行常规的维保,检查了伺服电机轴承、电磁抱闸线圈及机构,Z轴丝杆及丝杆螺母付,未发现明显的机械性故障。重新对该伺服电机后端盖的内置编码器与电机转子位置进行了调校,恢复安装时出现如下报警,图示:
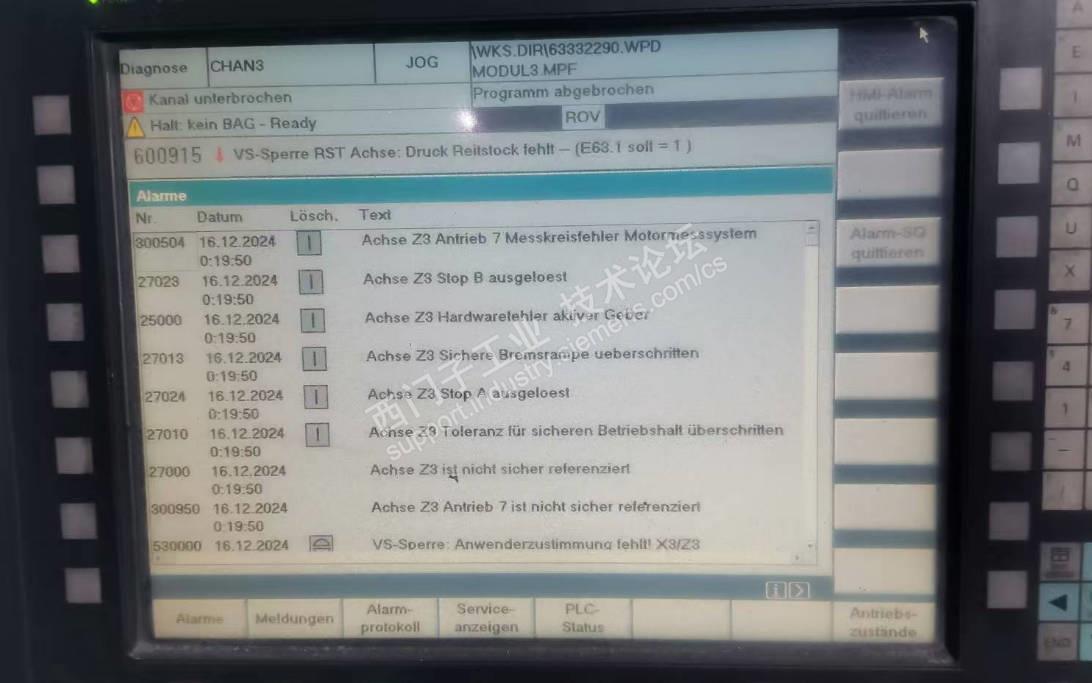
一连串关于通道3 Z轴的报警,使人顿感棘手的感觉,让人无从下手。没有关系,使大招,断电重启后,报警信息只剩下3条,图示:
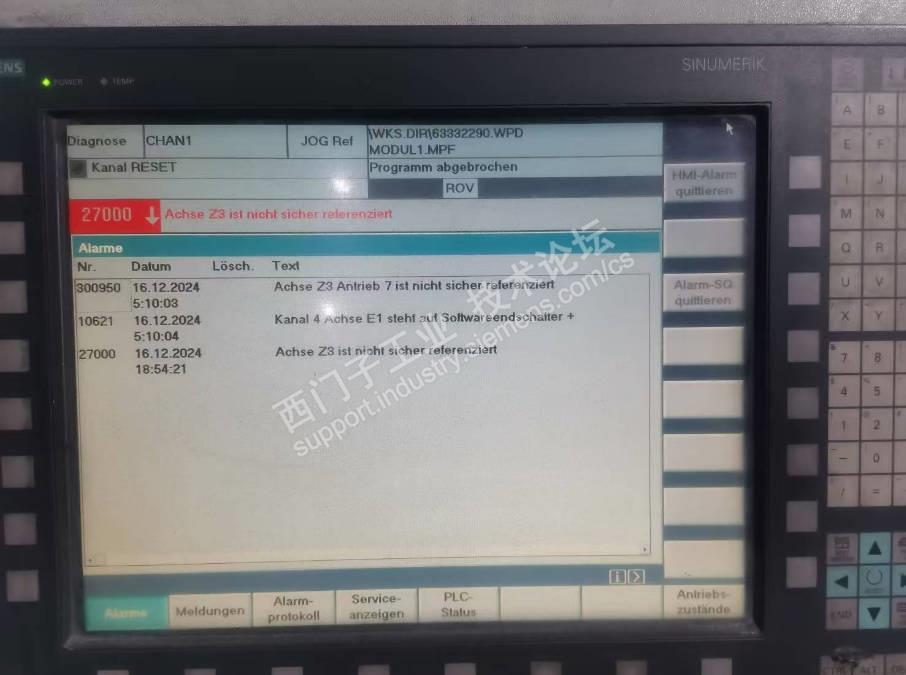
分别是300950#、10621#、27000#。
27000#:没有正常回参考点;
300950#:没有回参考点;
10621#:与本案无关。
2条关于通道3 Z轴的报警,本质上并不是报警信息中说的回参考点问题,而是,没有给Z3使能,使Z3上电初始化失败的原因触发的报警信息。
返回到主界面,启动对Z3通道的使能,MCP板上按RESET键,报警消除。
出现这些报警的根本原因是同事在给设备通道3 Z轴伺服电机做维保拆下电机时,没有按规定断电进行,使系统出现了这些报警,如果伺服电机 使能丢失,且伺服电机本机没有报警故障,通过重新给该通道使能,使报警消除。
检查确认各通道的润滑正常,未见明显磨损。检查清理现场后,重新加载NCK程序,试运行,将主轴、进给逐渐加载到100%,未见报警出现,本次维保结束。
小结:
1) 在维保类似设备时,尤其是对Z轴,需要进行拆开电机驱动端与负载端分离时,机械的掉落问题;
2) 拆伺服电机保养,需要在断电后,挂警告牌后,方运行进行;
3) 保养伺服电机,拆卸需小心谨慎,对编码器与电机的连接,必须先做好标记,并拍摄照片保存、参考;
4) 拆电机前,必须记录好通道的实际位置值数据,以便恢复时参考;
5) 在维保通道设备时,随便对该通道的润滑进行有效的检测,尤其对丝杆、丝杆螺母,导轨等需要润滑的位置,必须润滑到位,确认润滑基本能够消除30%的设备故障;
6) 维保结束后,及时清除维保的工具,清理现场设备,确认完毕后,加载NCK程序空运行,直到故障排除。
7) 本次报警的根本原因是伺服电机编码器与电机的相对位置,可能因为连接紧固螺钉松动存在的偏差超范围原因引起的。









 技术支持
技术支持
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石



 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐




















 短信登录
短信登录
