前几天我见到找答案中有坛友询问手轮在线补偿的话题,我笔记中曾经记录过一段,这里粘贴出来供各位参考。
首先,测试程序:
N10 TRAFOOF
N20 CYCLE800()
; N30 TOFFON
N30 M0
N40 SUPA G0 X0 Y0 Z0 C0 A0
N50 M0
N60 CYCLE800(0,"TC1",100000,192,0,0,0,0,90,0,0,0,0,-1,100,101)
N70 M0
N80 G1 Z100 F1000
N90 M0
N100 TRAFOOF
N110 CYCLE800()
N120 M30
4.2.2 3+2刀具定向 - 手轮在线刀具长度补偿功能
1. 执行N60,刀具绕X轴旋转90度
N60 CYCLE800(0,"TC1",100000,192,0,0,0,0,90,0,0,0,0,-1,100,101);


2. 按下键R11(led亮)时, FC19控制固定选择键R3(即几何轴Z)
3. JOG方式下,+/-方向键作用于3个几何轴Z,控制几何轴Z轴沿刀具法向运动远离或接近工件
按压+方向键,几何轴Z正向移动,

按压+方向键,实际机床轴MY1负向移动远离工件,

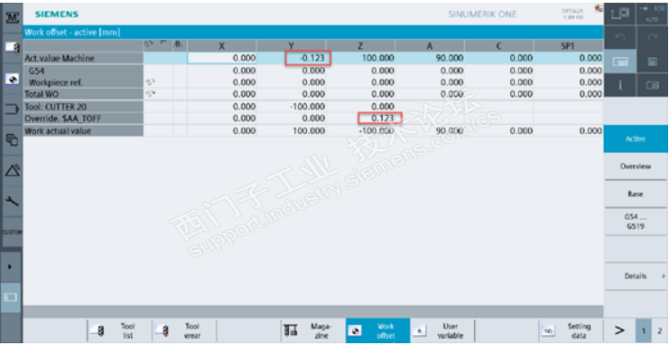
4. AUTO下,激活DRF功能,程序执行过程中,或M0,或激活循环停止等,手持单元选择第3 几何轴Z,通过手轮控制Z轴沿刀具法向运动远离或接近工件
手轮顺时针旋转,几何轴Z正向移动,手轮在线刀具长度补偿0.123mm,

手轮顺时针旋转,实际机床轴MY1负向移动远离工件,手轮在线刀具长度补偿0.123mm,

工件零点偏移查看手轮在线刀具长度补偿,几何轴Z偏移0.123mm,实际机床轴MY1偏移-0123mm,









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国
 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐




















 短信登录
短信登录
