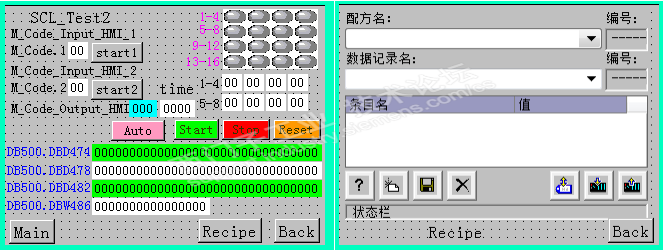
测试说明:
1、编辑PLC程序后,在HMI上输入M01--M99代码,执行相应动作。
2、S7-300 PLC不同于NC系统,相当于用户自己编辑M01--M99功能。
3、M代码测试分手动、自动测试。
4、用户自定义M代码功能测试,配方功能测试。
硬件及软件说明:
1、step7 V5.6+SP2,Wincc flexible 2008 SP5 Upd2。
2、CPU 317-2PN/DP,6ES7317-2EK14-0AB0/V3.2。
OP177B PN/DP,6AV6642-0DA01-1AX1。
1、运用说明。
1) 对于深孔钻设备,刀具运行到不同位置时转速、倍率不一样。参考M功能的编辑,可以增加类似F功能,将一些参数如转速、倍率同M代码编辑在一块使用。
2) 对于测量设备,如工件有8个尺寸需要测量,先后顺序可以灵活变动,使用M功能可以更加方便,若是不需要某一动作,可以取消执行相应M代码。
 M_Code_1_FB500.pdf
M_Code_1_FB500.pdf
FC500.pdf
241016_S7-300_人机界面上M代码功能测试.pdf









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国
 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
