关于刚性连接,比如齿轮连接的主从控制, 大家最熟悉的就是转矩直接耦合。 然而,这种方式最怕的就是齿轮间隙。 一开始新设备可能觉察不出来, 但是随着时间的推移, 齿轮间隙逐渐增大后, 这种耦合方式的直接结果就是容易起振,而且会逐渐恶化。 起振的原因,直观来说, 从机如果有间隙, 那么在转矩模式下,启动的时候,或者在升速-匀速转换点,降速的瞬间, 如果涉及到齿轮的脱离-啮合, 从机在转矩环的控制下,速度可能会发生急剧变化,严重偏移主机速度, 结果就是造成机械剧烈撞击,撞击又影响到主机的负载转矩和速度环,主机调节的结果又影响到从机的转矩给定。 如此强耦合,就是造成振动的直接原因。
那么,出现振动的情况,应该采取什么措施来缓解呢? 我记得自动控制原理中, 关于非线性系统中,有讲到齿轮间隙的情况。 通过用描述函数法可以清楚的看出, 系统会存在自振点。避免自振的措施,就是将转矩负反馈叠加到速度给定缓解,也就是软化, 可以改变系统特性, 避免出现自振点。 这个方法,我在高炉卷扬两台电机的主从主控制实现过, 效果很好。 可是同样的方法, 在转炉倾动四台电机同步控制中却失效了。 从理论上来讲, 可能四台电机太复杂了, 系统特性复杂, 自振点太多, 想用软化的方法来缓解已经难以满足要求了。
言归正传, 如题, 西门子官方推荐的改进的主从控制方案,简单来说,就是主机速度环用PI结构, 从机速度环为P控制器, 从机同时叠加主机速度控制器的积分环节。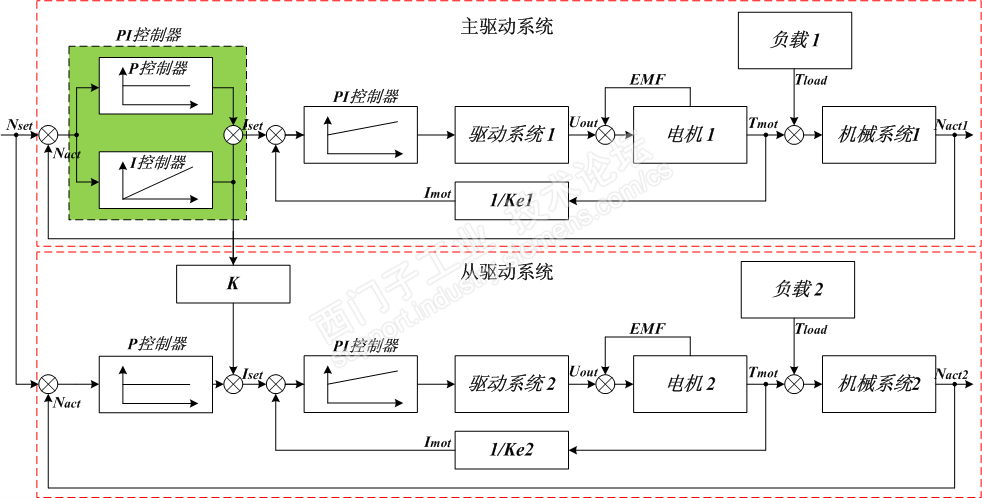
如图。虽然说早就知道有这种控制思路,但是一方面,我接触到的倾动控制,国内厂家都是直接转矩耦合;另一方面,也是觉得没有机会实践, 所以一直没有对这种思路深入研究过其特性。
最近,我们新建的热处理,矫直机是利旧的中板的矫直机,所以整个项目我们自动化部自己接手。我负责传动,传动部分是6se70整流回馈+逆变系统。 由于工艺要求的负荷较大,所以必须两台电机同步控制。由于之前接触过齿轮间隙引起机振动的事情,我以前发的帖子中有提到, 所以这次就想着能不能用新的思路实践一下,看看实际运行效果。
首先,看第一张图。
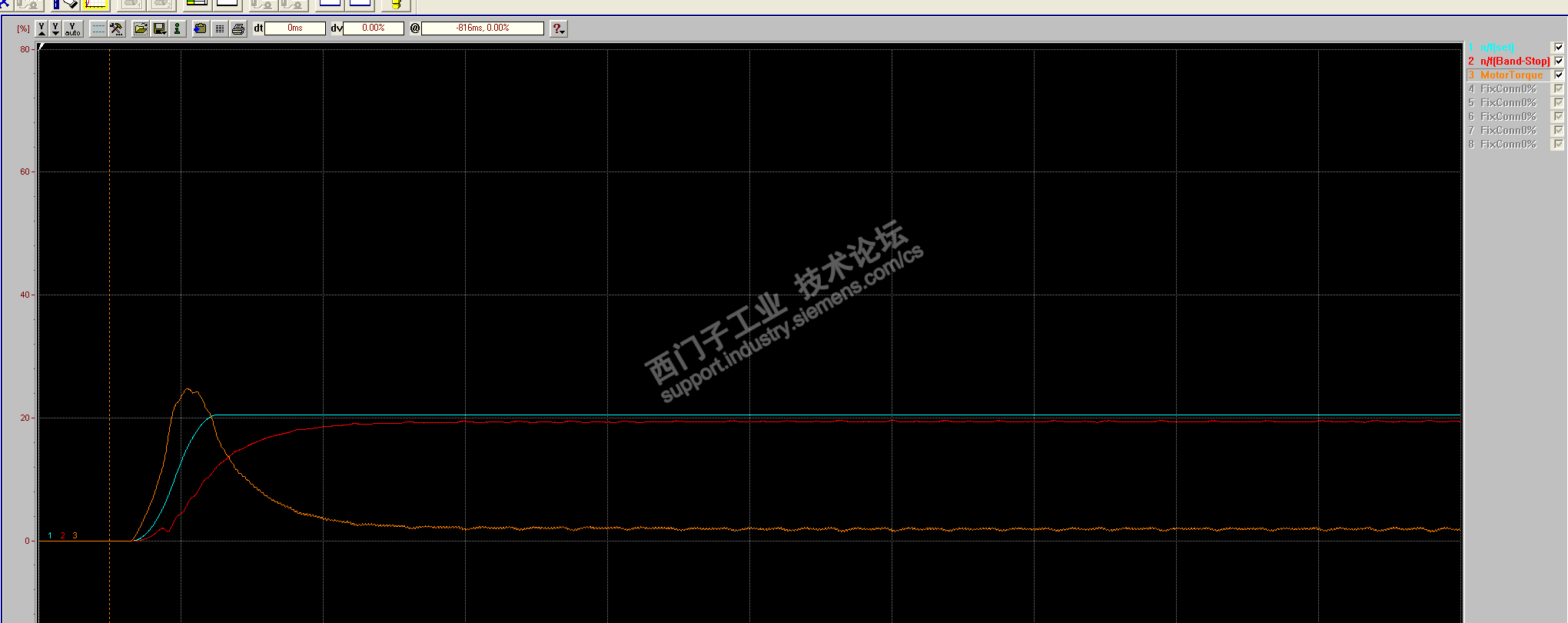
这是从机P速度环单独运行的曲线。 可以看出, 系统的特性近似于一阶响应。理论上的分析也说明,比例控制器的恒转矩系统,忽略小惯性环节,基本上等价于一个一阶系统。最后的稳态值,取决于比例系数和负载转矩。另外,从红色速度反馈来看,平滑启动后不久有个突变,这就是齿轮间隙存在的直接证据。
这个从机特性拿出来单说的原因,是想说明这种方法的特点。 如果不考虑同步的积分分量耦合,从机实际上处于一种准同步的状态,和直接转矩耦合相比,有一定的自主性,而不会像直接耦合那样, 傻乎乎的让干啥干啥,碰得头破血流也不管。 最妙的是, 如果给从机设置一个合适的比例系数, 比如10, 那么,即使在最极端的齿轮间隙的情况, 主机给出200%的积分分量转矩, 从机仍未啮合的时候, 此时从机的速度稳态值是120%的速度给定。 也就是速度最多超前20%。 同样的极端情况,如果放到直接耦合的情况,那么电机速度可能瞬间超过给定值好几倍。 现在呢,有了P控制器的加持,从机不会严重的滞后或者超前,也就是相对速度不会太大,从而齿轮啮合时, 相较于直接耦合,引起的震荡幅度会小很多, 而且会快速收敛。
第二张图,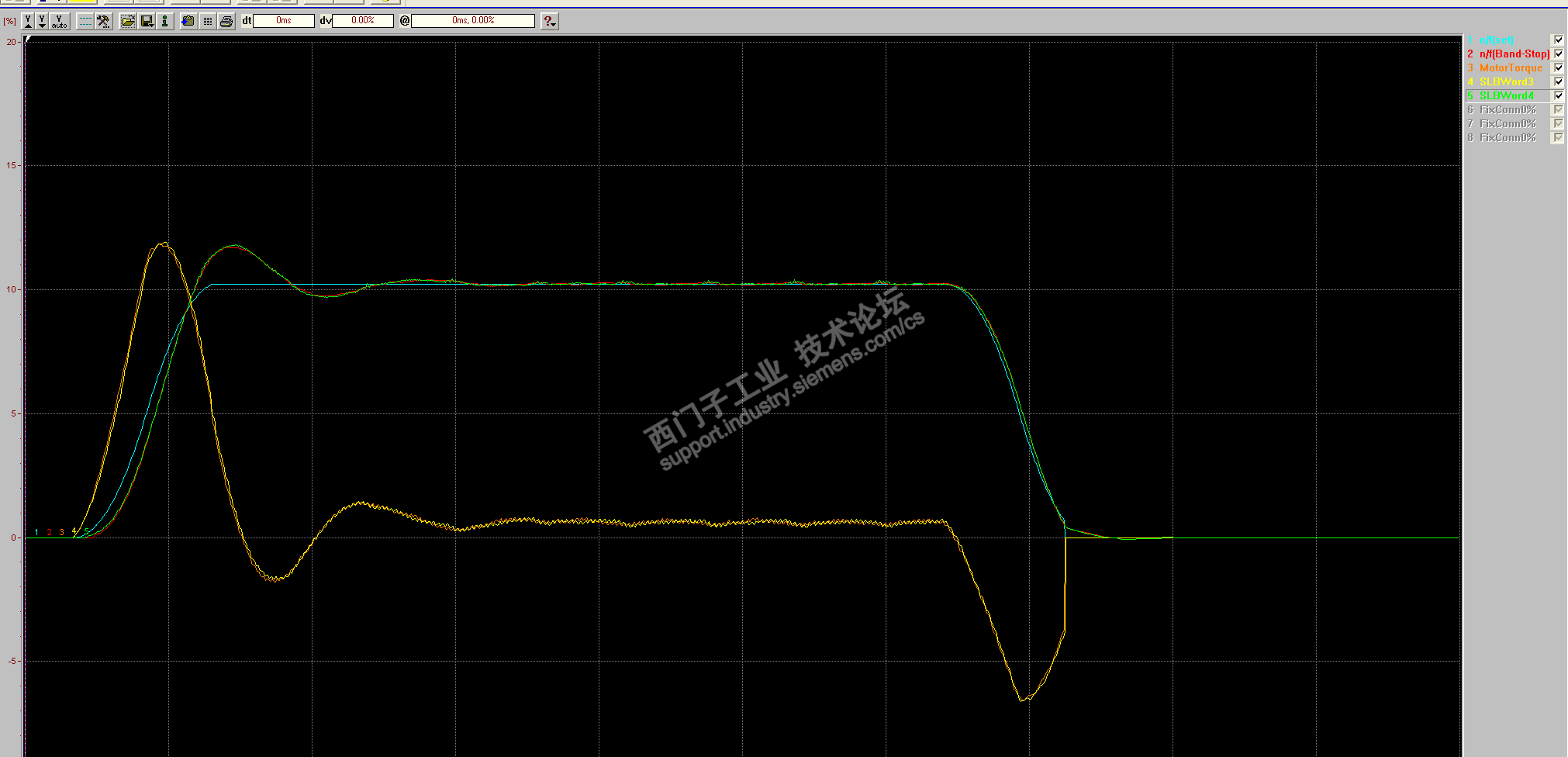
这是空载时,同步运行启动的曲线, 可以看到, 转矩基本上时大差不差的,同步性能很好。只是略有超调。 超调的原因, 时因为此时的前馈处理,还是用的电机脱轴的数据。
第三张图,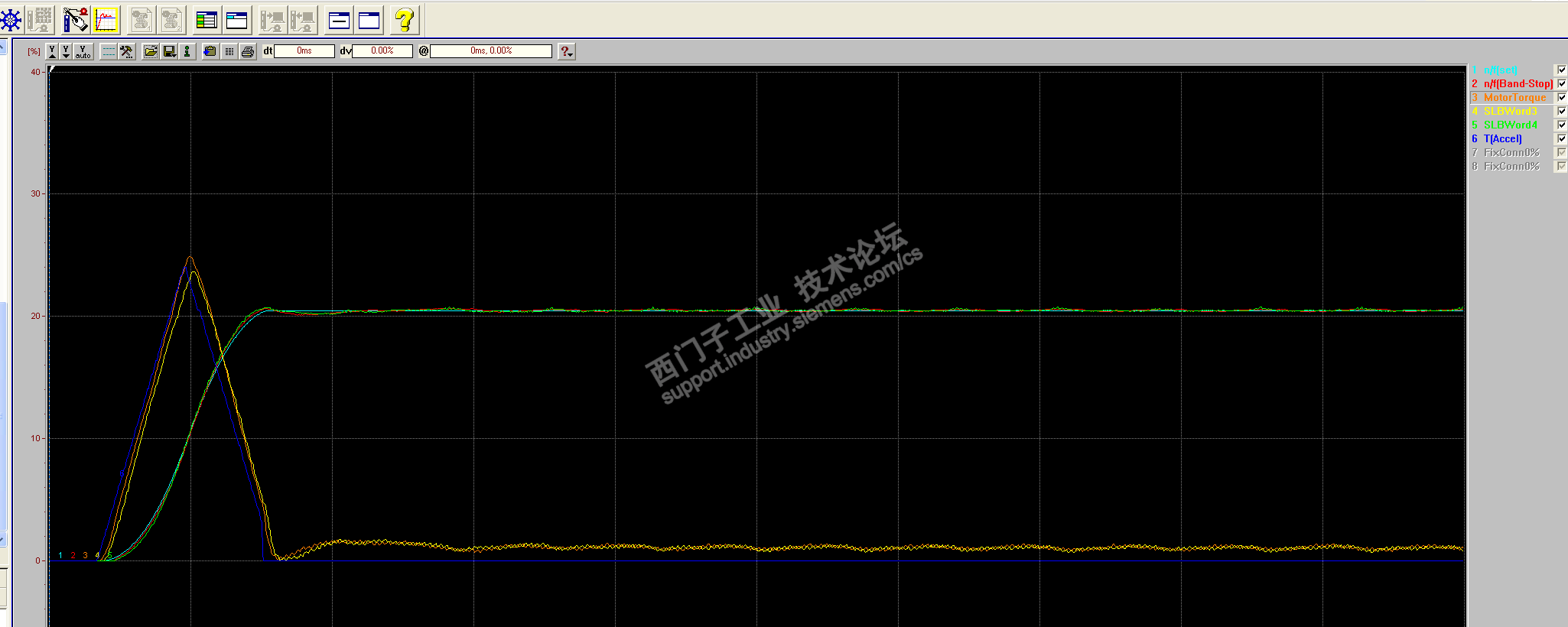
这是调整前馈系数以后的, 可以看到超调很小了。 这里调整前馈的时候,我考虑了很久主从怎么来分配前馈输出,考虑的结果就是主从还是平均分配,前馈系数调整成一致, 主要时考虑到齿轮啮合,完成同步以后, 系统升降速时,可以有一个相对负荷分配均匀、快速的响应。
先到这里, 等生产时带上负载,再继续更新。
如果这里测试通过, 我打算把转炉倾动也改一下。









 技术支持
技术支持
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐




















 短信登录
短信登录
