调试过程往往会出现很多自己意想不到的情况,很多工艺和之前编写程序无法兼容,很多时候只有在调试时才知道程序工艺控制编写出现很大问题。
我调试1500T控S210伺服做一个简单加热封口的工艺时就出现问题。这个控制模式值走位置模式,在固定位置模式来用到达力矩来封口。一开始以为走固定位置两个加热封口膜接触就可以完成对产品的封口,但是事实就是这个方式无法满足封口,而且封口还会漏气。如果位置设置太大,伺服两个封口膜挤到一起,就会报故障,导致伺服位置未到达报警,再就是伺服扭矩过载停机。通过几天摸索和请教西门子技术支持工程师,后来通过 “MC_TorqueLimiting ” 指令可以是实现简单位置模式,控制恒扭矩去实现封口。具体操作步骤如下。
我使用的是V18版本博图,1500T PLC+ S210伺服,报文105报文。这是一个简单位置模式控制扭矩加热压合封口工艺。不能替代传统的扭矩控制。
第一是伺服组态105报文,在工艺对线中------>位置监视------->位置监视栏设置参数,将几个参数设置稍微过大一点。看下图。具体场合,设置合适参数,这我设备模型设置参数,仅供参考。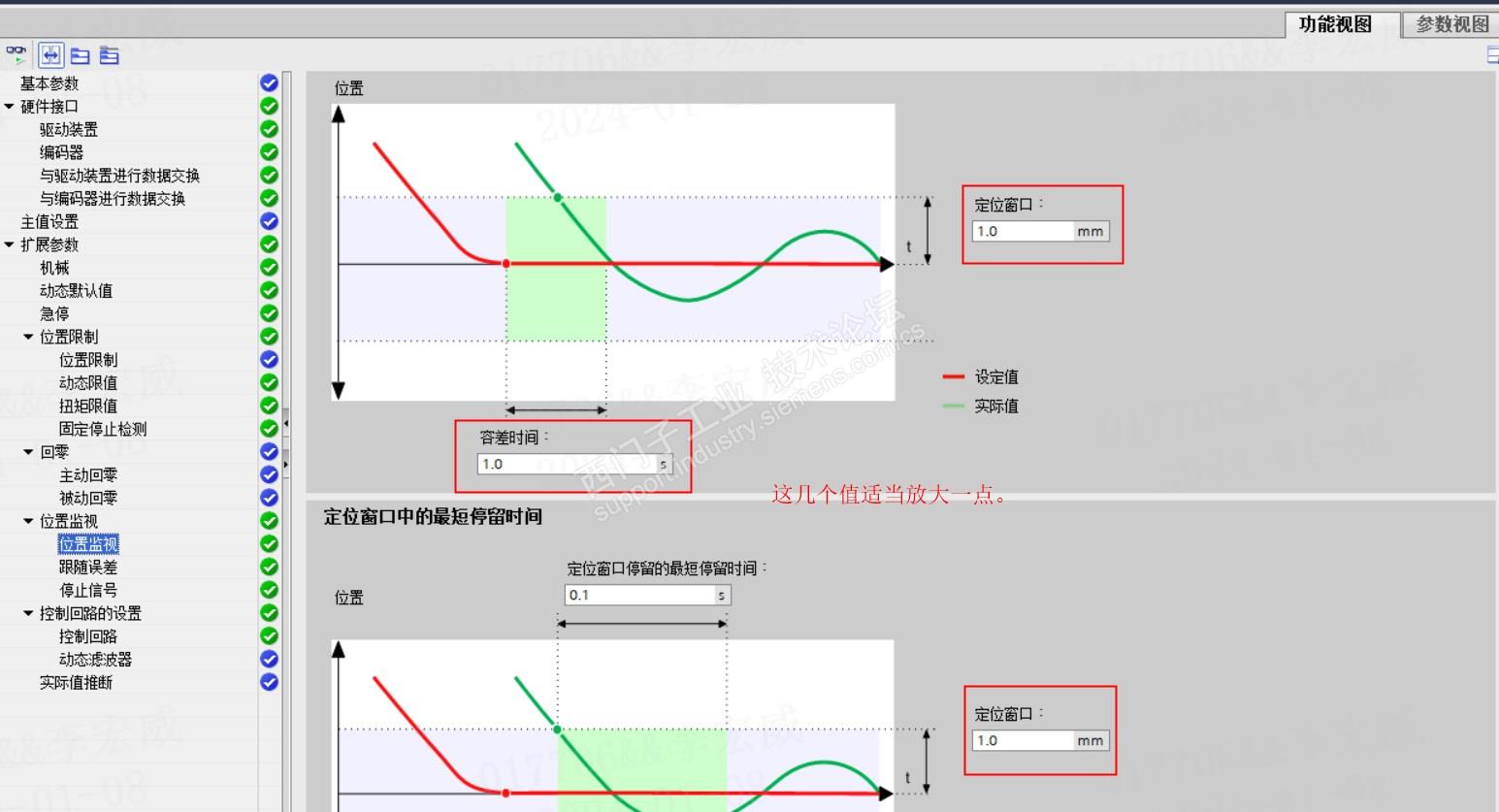
上图参数设置错误就会出现一下故障代码。
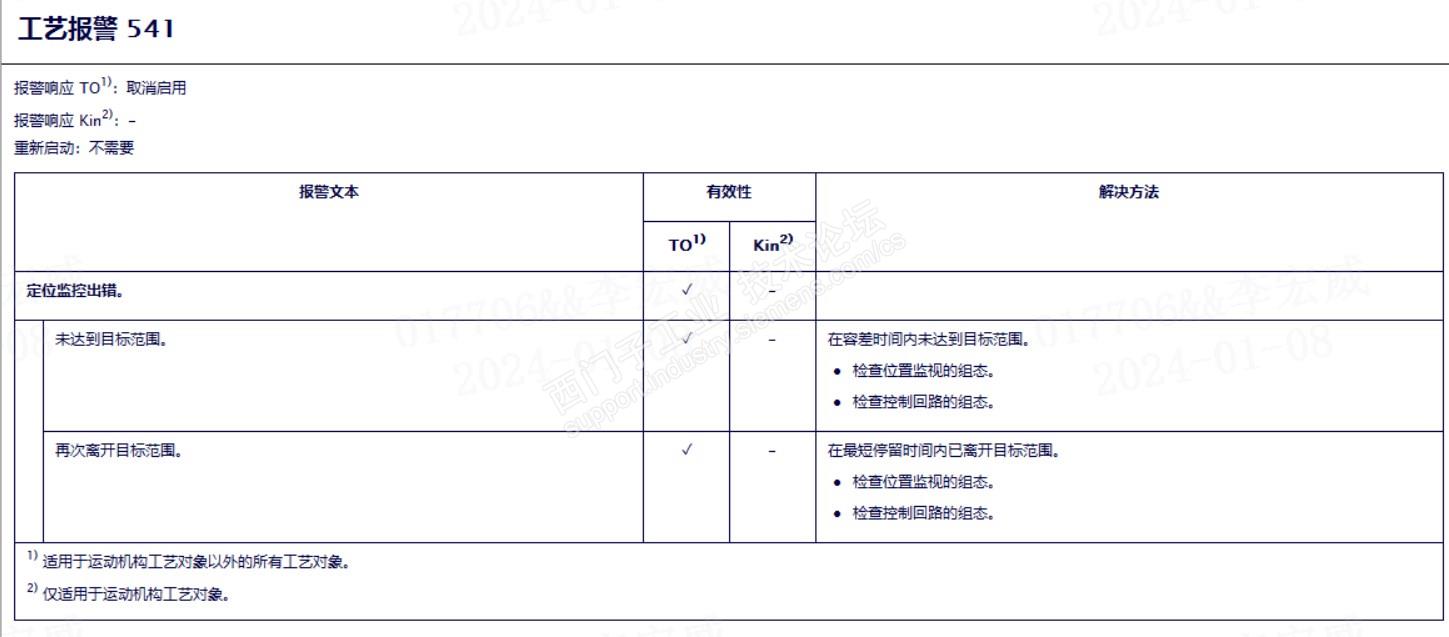
如果参数设置过小就会报16#80001,里面详细错误代码是541。详细看下图错误代码解释。
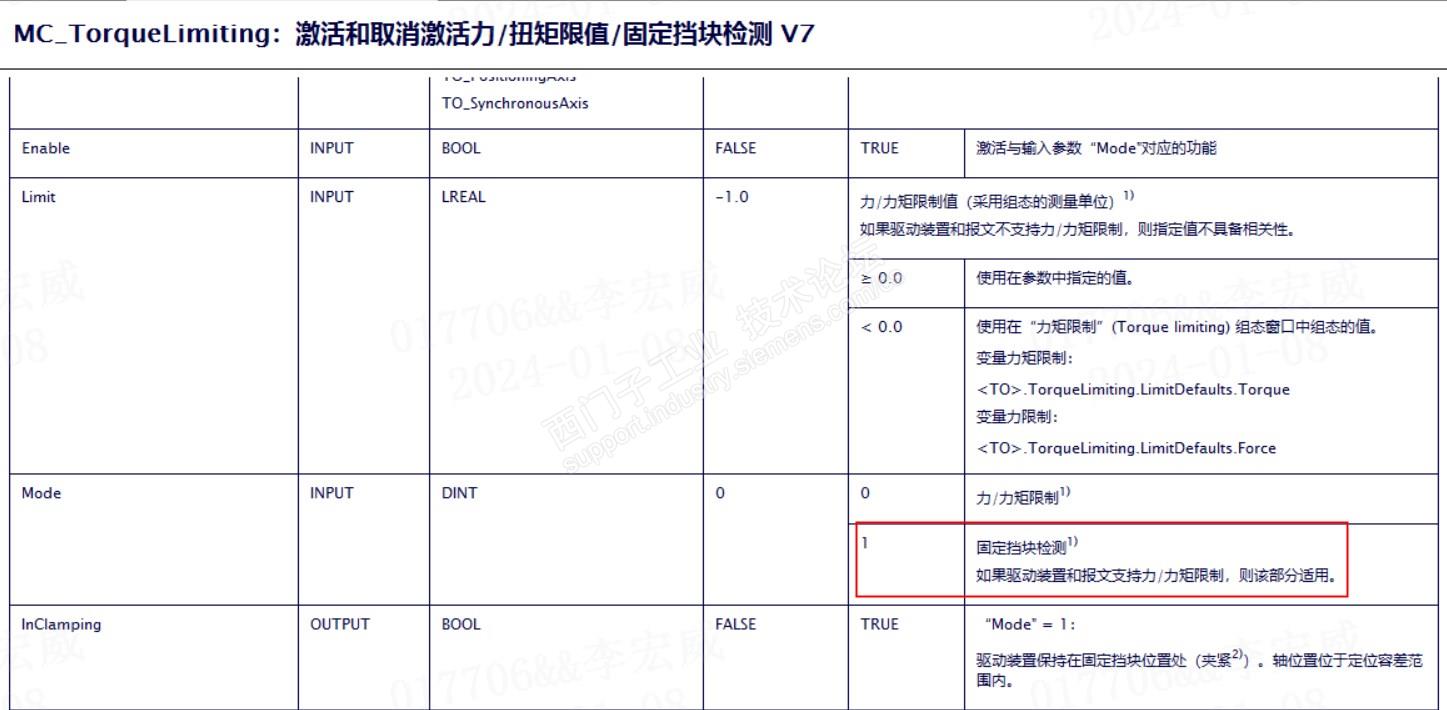
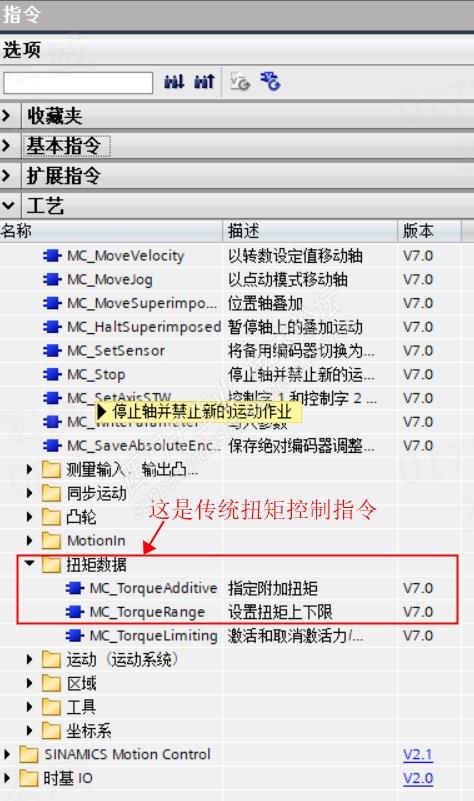
在就编程,调用 “ MC_TorqueLimiting“ ,在”工艺“-------> ”运动控制“------> ”扭矩数据“中调用。我这里是博图V18版本的操作。“ MC_TorqueLimiting“指令中,mode管脚要设置为1.
最后就是这个程序简单编写,我下面截图是我自己封装的运控控制轴的FB块中的这个指令截图。
这种方式适用于,位置模式,需要扭矩控制。例如目标最大位置是17MM,你可以设置17.5MM,扭矩设置0.5N。这样伺服在17.5MM位置输出的扭矩是0.5N。这个可以通过trace曲线可以看到,我这边测试过TRACE曲线,但是忘记截图。
不适用与传统扭矩控制,如通过扭矩拧螺丝之类的控制方式,传统扭矩控制不是用位置模式控制,是通过组态附加报文方式通过输出一个恒定扭矩去做扭矩控制。
总结:这是分享一个位置模式下扭矩控制案例,小技巧供大家参考。欢迎各位工程师指导,发表自己的看法和建议。









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石



 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐




















 短信登录
短信登录
