1.现场介绍
客户现场是一台电功率封闭测试飞机发动机辅件试验台,一台主托电机,4台加载电机配置。
整个系统采用西门子S120多传系统。整流为ALM。
主托电机(ABB)额定参数: 功率 1500kw 转速3000rpm 电压690V ,扭矩9549nm 电流1474A
1# 2#加载电机额定参数(西门子1PH8):功率 432kw 转速1750rpm 电压690V ,扭矩2357nm 电流410A (此型号电机有两个,分别为左右对称,包括机械部分也是完全对称,旋转方向也是同向旋转)
3#加载电机(ABB)额定参数 :功率191KW 转速3000rpm 电压690V ,扭矩620nm 电流195A
4#加载电机(ABB)额定参数 :功率460KW 转速1484rpm 电压690V ,扭矩2960nm 电流476A
每个电机输出轴都配备一个增速齿轮箱,增速比大概1:10左右。HBM扭矩仪安装在增速箱输出端也就是产品端。
2调试
准备工作:将五个电机进行组态,参数配置,静态优化,磁化曲线,动态优化,速度环优化。确定电机旋转方向。测试R62R61跟随情况都没问题。主托电机P1300=21 加载电机 P1300=23
主托电机运行至实验第一个工况,主托转速大概1570rpm,加载电机在1800rpm转速。增速箱端转速大概20000rpm左右,开始加载,单独加载每条加载链,产品端HBM扭矩仪显示扭矩波动都在合格范围内(扭矩仪最大值减最小值/扭矩仪最大值加最小值>5%).
同时加载2条加载链或者3条链,或者4条链后。扭矩仪开始检测扭振,并且没有收敛情况,扭振会越来越大,直到报警停机,扭振时明显能听出来实验间里边的声音异常。即便是4台只使能,只有其中一台进行加载,也会出现上述现象。
震动同时观察到出现扭振时的频率为16HZ左右。
为了解决扭振问题,3#4#使用S120 工艺PID功能进行系统PID调节。1#2#西门子1PH8机械部分进行更换联轴器刚性强度进行解耦。
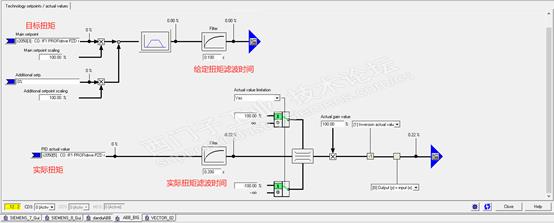
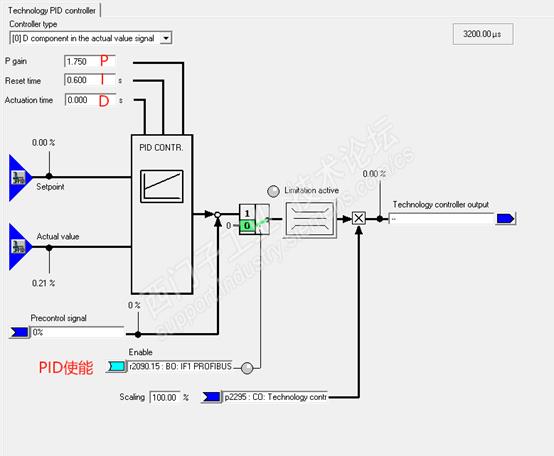
3#4#ABB加载电机PID控制,将扭矩仪+-10V信号接回倍福系统,采样时间为1ms,通过报文发送给S120,S120通过更改工程量与扭矩仪量程进行匹配。保证输出扭矩和扭矩仪量程相同。下图为S120工艺PID设置。
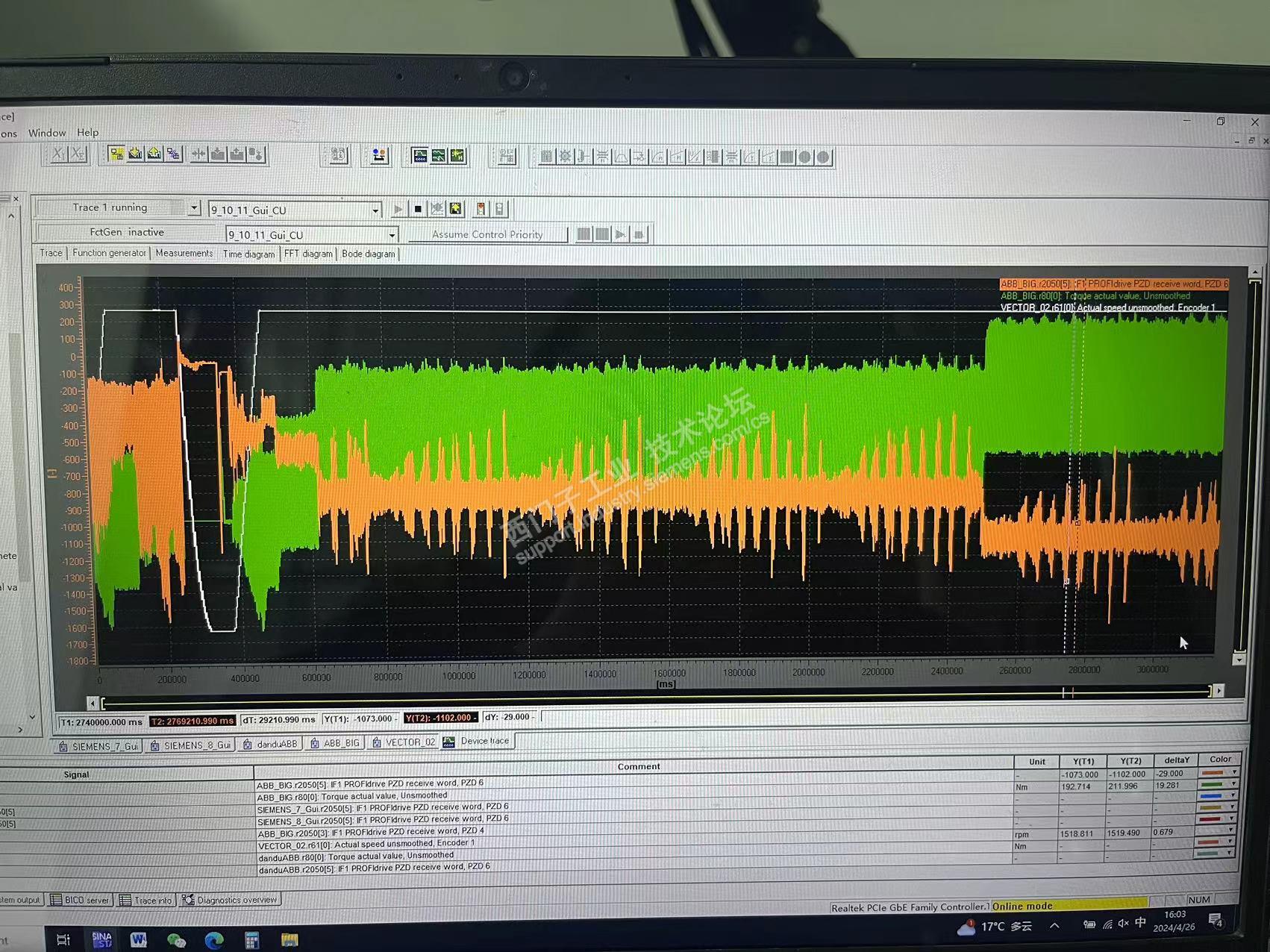
投入PID后,扭振现象还存在,但是不会无限放大。下图为投入PID后,TRACE曲线图。橘色曲线为报文传回来的扭矩仪值。通过实验进行调整PID中的PI值后能将此波形逐渐趋近于稳定。
后记:
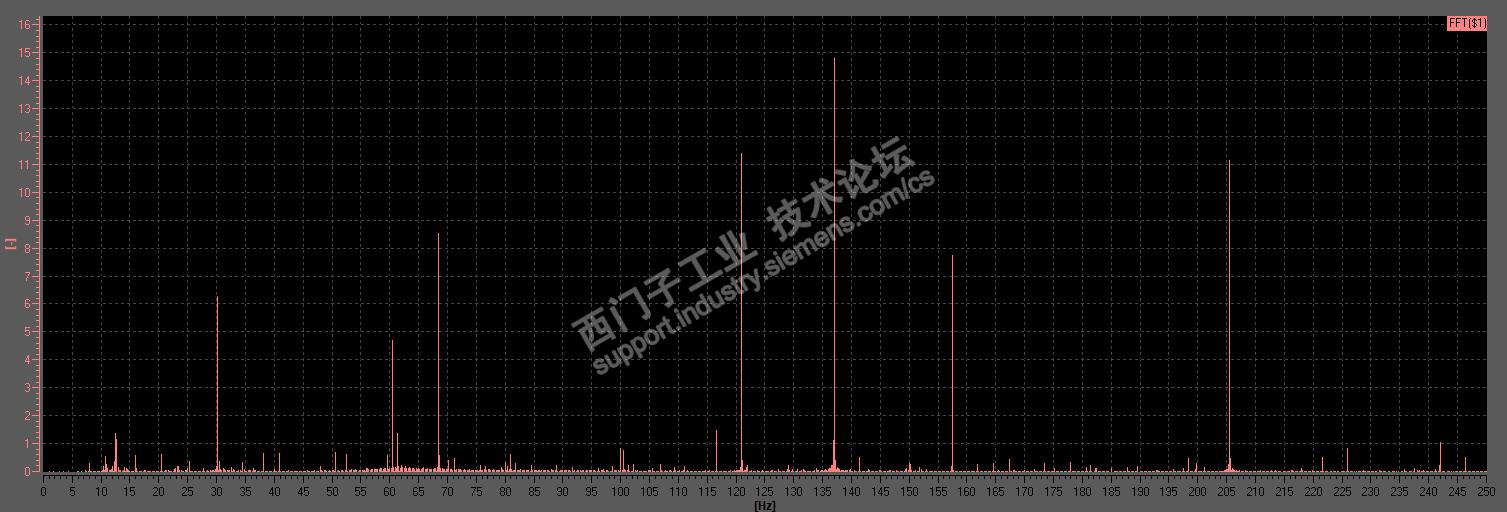
项目经过一个月的调试,曲线采集分析了几百组,总算是摸索出来一条满足验收的“路”,之间怀疑过电机有问题,通过STARTER的傅里叶变换功能,并没看出来电机在16HZ 时有明显的问题。下图是其中一台加载电机扭矩傅里叶变换后的曲线
欢迎大家指导!









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国
 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐




















 短信登录
短信登录
