一起西门子840D系统报警12080#的处理过程
晚上,真准备洗澡时,突然公司同事的电话滴滴、滴滴的在呼叫我,应该是有设备故障了的情况,于是,暂停洗澡拿起电话开始了接听。同事电话中大致描述了一台西门子840D系统设备,不知道什么原因,反正什么都不会“动”了,通过简单的了解,大概清楚了不会动,这里的动仅仅指通道轴和伺服轴在auto状态时。我让他按老规矩把系统报警信息发上来,很快新他报价信息通过维修上传了,图示:
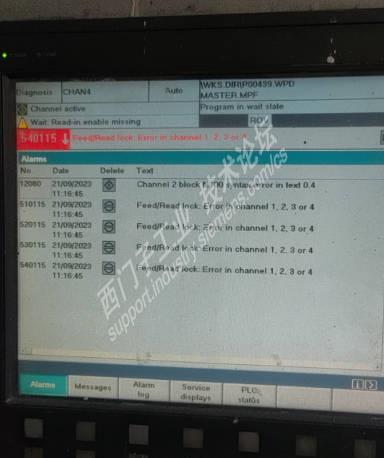
看了看系统报警,应该是属于NCK编程方面的报警。系统明显提示是通道2的N100步这里有标注0.4方面的错误,报警号12080#错误引起的,其它4个5字头的报警信息实际上都是由于12080# 通道2的报警触发的裙带错误,属于同一个报警信息触发的。
打开西门子840D诊断手册,查阅12080#错误的含义,图示:
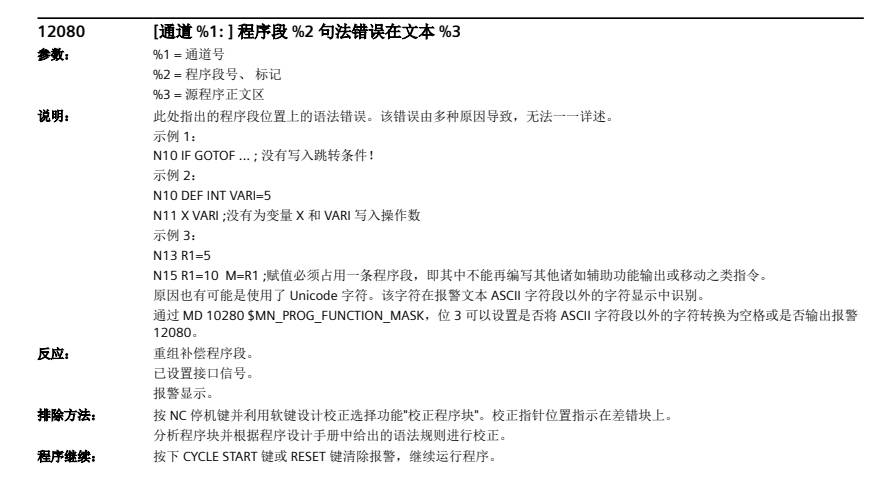
官方提供的报警解释是:语法错误。比如有gotof、gotob指令没有完整写入跳转条件;没有给变量写入操作数等。既然系统报警号N100这步的报警,我于是重新拿起电话打给同事,让他仔细核实这个N100步的程序是否与原来的有异样?不一会,同事给我电话说大致检查了一边,没有发现有异样。同时,同事他感觉无法找到问题的所在后,重新对系统设备做了重新断电再启动的过程,结果当NCK程序运行到通道2的N100这步时,系统出现了上述的报警而停止。我让同事在手动JOG状态下,将各通道轴移动到起始位置,然后再启动auto,结果同样是这个报警,说明问题仍然没有找到正确的切入点。
类似的NCK语言,我曾经有遇到过几次,其中,一些错误比较明显的是如通道2子程序中编辑了非通道2的nck指令,如编辑了通道1或者通道3的那些命令,显然是不合规的语言错误,另外,输入的语言也有一次,具体是同事在编辑NCK加工程序中,在电脑上输入了半角语法,通过U盘导入到系统后,系统一直有语言报警,但是,在op屏上很难看的出来这样的错误,最后是我切换其它加工程序过程中通过对比排除,找到是这个加工程序的输入语法问题。于是,我让同事先用手机拍下通道2的NCK程序照片,然后对照将N100这步程序,通过op面板手工输入试试。告诉可行的排障方式后,担心同事对设备的熟悉程度,还是千叮咛万嘱咐要求同事务必确认输入的语言、语法的基本注意事项,自己也趁这个间隙抓紧时间把澡给洗了。另外,担心晚间同事输入出错,我让同事为了安全起见,把加工的模具拆卸掉,这样哪怕输入数据的错误,设备在没有模具条件下空运行也不至于撞车事故的出现,安全是第一位考虑的要因。
在洗澡过程中,我突然想起这台设备的NCK编程架构的子程序的多层嵌套,在通道2应该有2个加工的子程序的,而同事一直给我的只是其中的一个通道2的。莫非,另外那个的N100步上真的存在了“问题”?电话中我还是确认过,加工这个产品的NCK加工程序是否是新的,回复说这个产品已经有很多加工过了的,那么,NCK程序应该属于是已经在用的程序,基本的语法错误的可能性几乎没有。赶紧洗完澡,再次打电话过去,让同事把另外的通道2子程序给我发上来确认,很快通道2的加工程序通过微信上传上来了,图示:
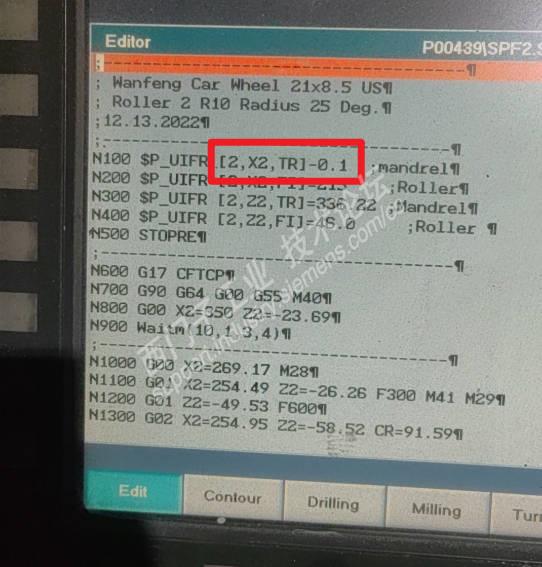
同事操作时一个“不经意”的输入错误,造成了系统的报警,这个我在回复电话中一直强调,既然系统报警12080# 通道2的N100步错误一定是存在的,图示也验证了我的判断。当N100 $P_UIFR [2,X2,TR] -0.1 ;X轴的偏差,一个非常明显的输入方式错误映入眼帘时,我马上把具体位置标注好,发给了公司同事,让他在这个偏差赋值中加入一个“等于”的符号。这样,N100 $P_UIFR [2,X2,TR] = -0.1 ;这样的语法才是正确的,问题找到,在回复问题原因过程中也让同事准备安装模具,准备生产了。几个小时过去,看到同事发上来的产能报告,足已经说明那边已经在正常生产了,此,一个简单的NCK编程错误排障过程,让同行在类似排障时可以做的参考。









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国


 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐




















 短信登录
短信登录
