
















 西门子官方商城
西门子官方商城
- 自动化系统
- 驱动技术
- 低压电气
- 工业服务
- 其他
更多
操作指南  5.0 分
5.0 分
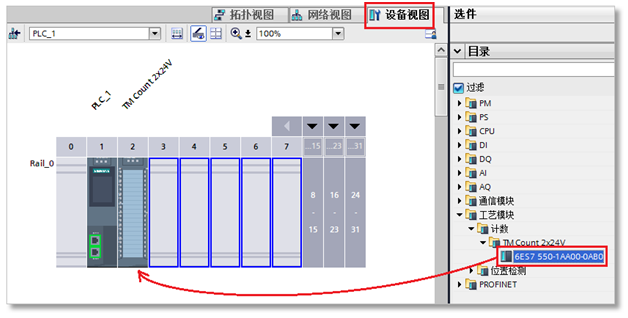
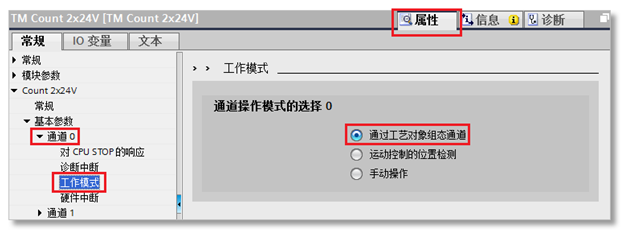
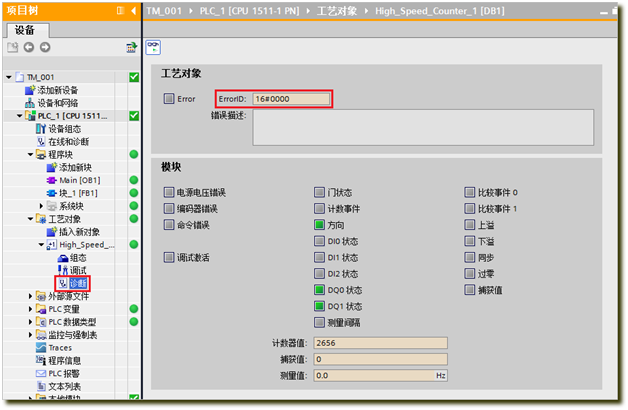
S7-1500 工艺模块 TM Count 2x24V 计数功能使用入门
文档编号:A0886|
文档类型:操作指南|
发布时间:2024年01月17日
- 1
- 2982
- 1060
S7-1500 工艺模块 TM Count 2x24V 计数功能使用入门



















- 评论
-
分享

扫码分享
- 收藏
- 点赞
- 纠错







 关联文档
关联文档
 看过该文档的用户还看过哪些文档
看过该文档的用户还看过哪些文档
隐私政策更新提示
欢迎您来到西门子数字化工业支持中心网站!我们使用cookies来确保您能最好地使用我们的网站,进行网站分析并根据您的兴趣定制内容。我们有时会与第三方共享cookie数据。继续浏览本网站,即表示您同意我们使用cookies。您亦可以参考西门子数据隐私政策以了解更多相关信息。
同意并继续浏览














~依然低调2024年10月29日
下载