数字化
汽车
航空航天
工程机械
发电
消费电子
智慧教育
展会专区
机型专区
课程介绍
本视频主要介绍了在配置有SINUMERIK操作系统的卧式加工中心上,以一个典型工件,从刀具准备、新建刀具、工件测量、刀具测量、程序准备及加工的整个操作流程。
相关课程推荐
本视频主要介绍了什么是卧式加工中心,在配置有SINUMERIK操作系统上如何修改Operate操作界面显示为卧加视角以及各轴移动展示。
本视频介绍了828D铣床手动方式下设置零偏功能的相关操作
铣床新建加工程序,对程序文件进行各种操作的方法
铣床手动方式下刀具测量、工件测量等功能及其相关操作
铣床自动方式下程序控制、搜索、显示等功能及其相关操作
相关技术文档
使用摄像技术测量工件零偏
以车床为基本体,并在此基础上配备动力刀塔,增加了钻、铣、镗等功能,支持端面及柱面的各种加工动作,这样就构成了一台简易的车削中心。使得原本需要二次、三次加工的工序可以在车削中心上一次完成,提高了加工效率。 在车床上用带 B 轴的主轴头替换掉传统的刀塔,B 轴控制主轴头回转,主轴头上不仅可装配铣刀,也可以装配车刀,通过 C 轴旋转控制车刀定位,这样就构成了一台可应对多任务复杂加工的车铣复合加工中心。在车铣复合机床上面可以完成一个零件的全部或大部分加工,复合加工是机械加工领域目前国际上最流行的加工工艺之一。 车铣复合加工主要优势: 1)缩短产品制造工艺链,提高生产效率 2)减少装夹次数,提高加工精度 3)减少设备占地面积,降低生产运营成本
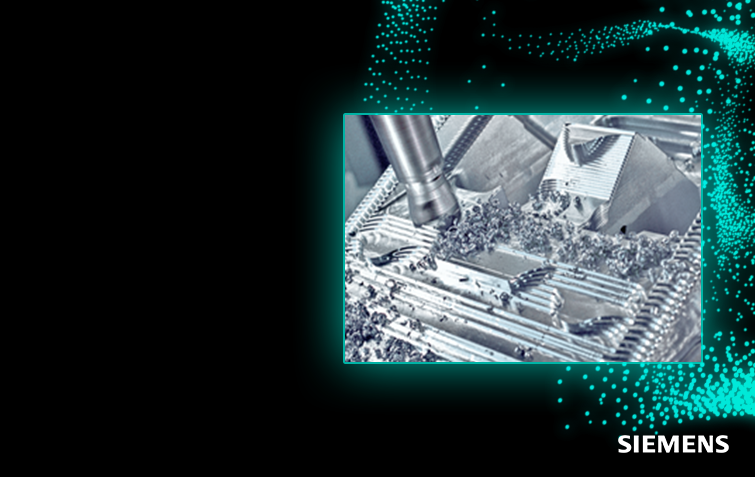
铣床加工测试样件,此试切包含了几种典型铣削:平面(底刃)、侧壁(侧刃),圆角(插补),尖角(拐 角),圆插补,曲面等,以及钻孔、攻丝等。用于机床加工性能以及系统优化的检验。包含从开粗到精加工的全部程序,工艺流程,毛坯和刀具信息,以及该测试件的检测要点的说明文件。
相关技术文章
卧式加工中心通常会带有一个可旋转的B轴工作台,可以完成工件的四面加工。在四面体加工时,我们要考虑到工件四个面的坐标系问题,尤其装夹位置偏心,不会正好位于B轴工作台旋转中心的位置。 在SINUMERIK 828D中,我们只需找准一个面的基准坐标系,其他面只需要使用CYCLE800坐标回转功能就能自动完成坐标的回转,偏移。
防碰撞功能是一种控制集成功能,用于在机床上避免碰撞。该功能通过机床的运动学和机床轴位置,将静态和移动的机床部件作为空间中的3D实体进行监控。此监控功能可在NC的JOG、MDI和AUTO操作方式下生效。 防碰撞功能有三个选项,标准,ECO和Advanced。828D只有ECO选项 (Protect MyMachine/3D Primitives),需要手动通过框架,立方体,球体,圆柱和锥体等元素建立机床模型。 在使用828D数控系统的卧式加工中心上,可以利用该功能防止工作台和刀具,主轴,立柱之间可能发生的碰撞。
在标准配置B轴的卧式加工中心使用中,必不可少的是使用CYCLE800进行坐标转换,即能保证加工精度又能简化操作及显示。一般箱体等复杂零件需要使用CAM软件编程,CAM软件编程能够输出CYCLE800显得尤为重要。 本文以实例讲解:使用Post Configurator(后处理配置器)基于S828D_4axis_B后处理修改默认输出CYCLE800的设置方法
看过该课程的人还看了
实例演示驱动调试的过程。
介绍如何在828D上配置第二编码器。
介绍828D驱动调试的基本步骤。
驱动使能概念及上下电时序的介绍。
常见三轴、四轴驱动拓扑结构。
828D驱动模块端子及连接介绍。
密码至少8位,包含大、小写字母,数字和符号至少三种。
验证码登录
密码登录
未注册手机验证后自动登录,登录即代表同意《支持中心网站注册协议和隐私政策》