
















 西门子官方商城
西门子官方商城
- 自动化系统
- 驱动技术
- 低压电气
- 工业服务
- 其他
更多
操作指南  5.0 分
5.0 分
Micromaster 440再拉丝机中的应用参考
文档编号:A0227|
文档类型:操作指南|
发布时间:2024年03月04日
- 0
- 1115
- 6880
在拉丝机设备中,涉及到恒张力控制环节,西门子标准变频器在拉丝机的应用已有成功案例,但用PID-trim功能实现恒张力控制的应用并不多,主要是因为调试起来比较复杂,本文根据应用实例对调试中遇到的一些问题进行展开论述,希望能为以后的调试提供参考。
1. 基本信息
拉丝机行业,涉及的设备种类非常多,常见的拉丝机有水箱式拉丝机、直进式拉丝机、滑轮式拉丝机、倒立式拉丝机等,拉丝机主要应用在对铜丝、不锈钢丝等金属线缆材料的加工,属线缆制造行业极为重要的加工设备。随着变频调速技术的不断发展,变频调速器已经被广泛应用在拉丝机行业,承担着拉丝调速、张力卷取、多级同步控制等环节,变频器的应用,大大提高了拉丝机的自动化水平与加工能力、有效降低了设备的单位能耗与维护成本,得到了行业的广泛认同。
目前SD产品在国内拉丝机行业已经有成功的应用实例,一些采用转矩限幅的方式实现张力卷曲,这种控制方式需要编码器,而且在拉丝比较细的情况下,容易导致拉丝断线。另外,MicroMaster440包含了PID-trim等功能,从功能上完全满足张力控制的需要。本文以某拉丝机为例,对拉丝机的结构以及功能实现方式进行介绍。
2.拉丝机机构示意图
标准的小型拉丝机。其结构如下图[1]所示:
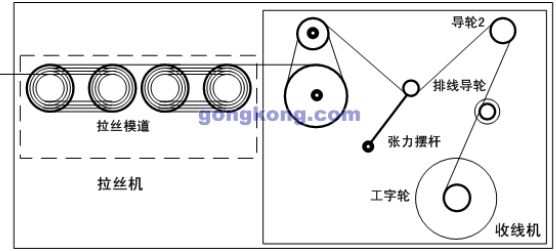
图1 现场拉丝机的基本机构
从机械上,可以分解为拉丝部分与收线部分,从电气控制上可以分解为拉丝无级调速控制与卷取的恒张力同步控制,通过张力摆杆的位置变化,回馈控制系统,经过自动运算,靠改变卷取电机运行速度来维持张力恒定,实际上,这是一种间接张力控制方式,因为PID的微调是基于跳动辊的实际位置进行运算的,而不是直接进行张力运算,而位置与张力满足一定的函数关系,因此通过对跳动辊实际位置的控制,也可以实现恒张力控制的要求。 另外,拉丝机必须有排线导轮电机,可以随着卷取速度的不同,均匀地将成品金属丝缠绕在卷取工字轮上,以实现对金属材料的拉伸加工。
某拉丝机如下图[2]所示:在拉丝机中用到两台西门子MicroMaster 440变频器,功率分别为7.5Kw与22Kw,其中22Kw变频器主要驱动拉丝模道的传动装置,拉丝模道的各个轴之间通过传动带连在一起。7.5Kw的变频器主要负责收线控制。因为工艺对变频器的停车时间有要求,因此需要增加制动电阻。
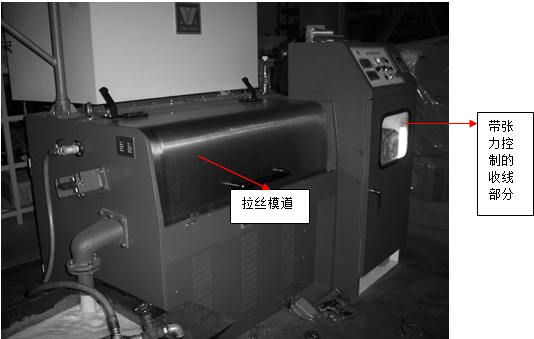
图2 现场的拉丝机装置
控制功能的实现,主要分以下几个部分:
1. 速度同步
要保证跳动辊的位置稳定,必须保证主从装置线速度保持一致,速度同步可以通过PLC通讯实现,或者采用模拟量的方式实现,模拟量有两种接线方式:
> 模拟量并联输入
这里所谓的并联输入是指将一电位计电压信号,同时给两台变频器模拟量输入,接线如下图[3]所示:这种接线方式可以确保速度给定信号同时发送到主从变频器,我们可以通过观察变频器斜坡函数发生器之后出来的速度值来判断两台装置速度给定是否同步。
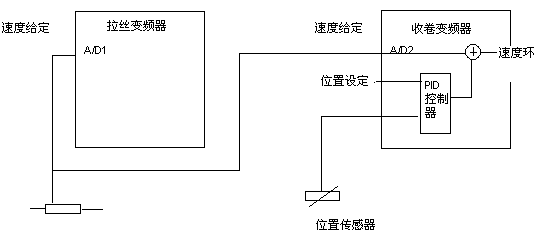
图 3 并联的连接方式
> 串联输入
拉丝机将实际速度通过模拟量输出口以0-20mA的信号传给收卷机,收卷机收到信号后将此作为主速度,并以PID控制器作位置运算,PID输出作为微调与主速度迭加以实现对拉丝机的速度跟随。通过对跳动辊位置的控制来实现对拉丝的张力控制。连接方式如下图[4]。这种连接方式收卷的速度要慢于拉丝变频器速度,但PID的输出可以补偿二者的速度静差。

图 4 串联连接示意图
2. 恒张力控制
如上图所示,针对张力的控制,在变频器中通过PID微调的功能来实现,PID参数的设置直接影响系统的动态特性与稳定性,因此我们建议在保证系统稳定性的前提下,将比例增益慢慢放大,积分时间逐渐放短,直到系统与跳动辊稳定。
另外,在带有编码器的情况下,收卷装置建议用矢量控制方式(P1300=21), 且系统动态特性不能太硬,如果没有编码器,则建议收卷装置用V/F控制方式,因为无编码器的矢量控制低频不稳定,在PID微调的双重调节作用下容易引起系统振荡。如下图所示:
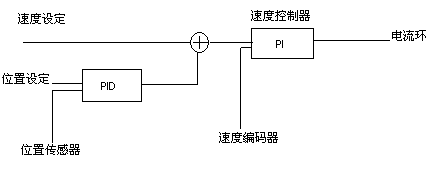
图5 带有PID-Trim功能的矢量控制
3. 位置反馈
张力辊位置反馈是靠电位计来实现的,电位计齿轮与跳动辊的末端齿轮相咬合,电位计输出值通过收卷变频器的模拟量输入2作为反馈通道,来对跳动辊的位置校正。

图 6 位置反馈及短线保护的传感器
另外,从跳动辊到电位计的臂长也会影响系统的调试,臂长越短,传感器越灵敏,动态特性越高,但抗干扰性越差,因此,我们在调试过程中要注意合适的臂长设置。
4. 跳动辊平衡位置的确定
如何设置PID-Trim微调的目标位置呢?首先通过静态标定的方式来确定运行中跳动辊的最佳平衡位置,平衡位置可能与张力大小以及辊的轻重有关系。将跳动辊手动地摆放到目标位置,此时位置传感器所对应的模拟量输入值就是目标位置,即PID的设定值。
5. 断线保护
客户可以用接触式的传感器作为断线保护,例如厂家可以在齿轮的下端安装光电传感器用来对拉丝进行断线保护,即当传感器得电时 ,靠继电器实现变频器的OFF2停车及抱闸的投入。
同时也可以在变频器内部设置断线保护,根据客户的要求用变频器的功能块搭建实现,如下图所示。
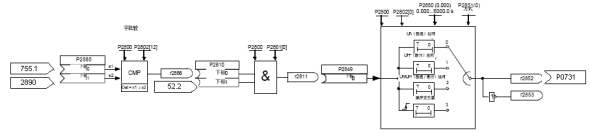
图7 断线保护功能块图
5. 参数设置:
| 拉丝机参数= | |
| P1120 加速时间 | 150 S |
| P1121 减速时间 | 150S |
| P1080 速度下限 | 0 Hz |
| P1082 速度上限 | 100Hz |
| P2000 参考频率 | 90 |
| P700 命令给定源 | 2 (端子控制) |
| P1000 频率给定源 | 2 (模拟量输入1作为速度给定) |
| P0771 模拟量输出 | 21 (与实际频率相对应) |
| P1300 控制方式 | 20 (选择无传感器矢量控制方式) |
| 收卷参数 | |
| P1120 加速时间 | 0 S |
| P1121 减速时间 | 0.1 S |
| P1080 速度下限 | 0 Hz |
| P1082 速度上限 | 110Hz |
| P2000 参考频率 | 85 |
| P0700 命令给定源 | 2 (端子控制) |
| P1000 速度给定源 | 2 (模拟量输入1作为速度给定) |
| P0756.0 模拟输入2 | 2 (0-20mA输入) |
| P1300 控制方式 | 0 (V/F) |
| P2200 使能PID | 1 |
| P2251 PID 作为微调 | 1 |
| P2253 PID的给定源 | 2890 |
| P2890 固定设定值 | 57 % |
| P2257 PID设定值的加速时间 | 0 S |
| P2258 PID设定值的减速时间 | 0 S |
| P2264 PID的反馈通道 | 755.1 |
| P2291 PID输出上限 | 50Hz |
| P2292 PID输出下限 | -50Hz |
| P2293 PID输出的上升时间 | 4S |
| P2280 PID的比例增益 | 0.2 |
| P2285 PID的积分时间 | 3S |
| P2274 PID的微分 | 0.1 |
总结
在拉丝机的设备中,还有许多其它的技术细节需要我们注意,如模拟信号的接线,不规范的连接将会给模拟量带来干扰。如何尽量避免干扰是我们需要注意的重要细节。
拉丝机的应用十分广泛,调试方法会根据不同的现场情况不一,因此根据现场的实际运行情况作出相应的设置,是我们必须具备的能力。
关键词
拉丝机,PID微调


- 评论





 关联文档
关联文档
- 西门子新一代变频器SINAMICS G150 在锅炉风机中的应用
- 如何使用MICROMASTER 440 和 SINAMICS G120 的BOP面板来切换手动/自动方式?
- micromaster 420/430/440 变频器 0.12kW至250kW 产品样本
- 用MICROMASTER 440 或 SINAMICS G120电机分级控制
- 如何诊断S7-200和MICROMASTER 4之间通过端口0(RS485)的通信中的错误?
- 如何用参数P0748修改故障信号继电器逻辑
- 对于MICROMASTER 4和SINAMICS G120/G120D变频器来说,哪些参数可以通过过程数据区PZD来读取?
- 如何在 WinCC flexible 或 WinCC (TIA Portal) 项目中插入变频器 (SINAMICS 和 MICROMASTER) 的错误信息?
- MICROMASTER 4, SINAMICS G120:取反PID实际值
- MICROMASTER 4到SINAMICS G全面升级
隐私政策更新提示
欢迎您来到西门子数字化工业支持中心网站!我们使用cookies来确保您能最好地使用我们的网站,进行网站分析并根据您的兴趣定制内容。我们有时会与第三方共享cookie数据。继续浏览本网站,即表示您同意我们使用cookies。您亦可以参考西门子数据隐私政策以了解更多相关信息。
同意并继续浏览














扫码分享