S7-1200 PTO控制方式--工艺对象:TO_CommandTable
命令表功能为用户提供了另外一种轴控制的解决方案。 用户不需要组态TO_PositioningAxis对象,而直接使用命令表。
『注意』目前为止,只有S7-1200 PTO 控制方式可以使用命令表功能,PROFIdrive和模拟量控制方式都不支持命令表功能。
最多可以添加32条命令条目。
“工艺对象:命令表”和“工艺对象:轴”是同等级别的工艺对象,也就是说,客户可以只插入“工艺对象:命令表”,也可以只插入“工艺对象:轴”,或是同时插入两个工艺对象。
命令表适用情况
轴有一个或多个固定运行路径的应用情况下可以使用命令表。使用组态命令表,让轴按照设定好的曲线路径运行。
组态命令表
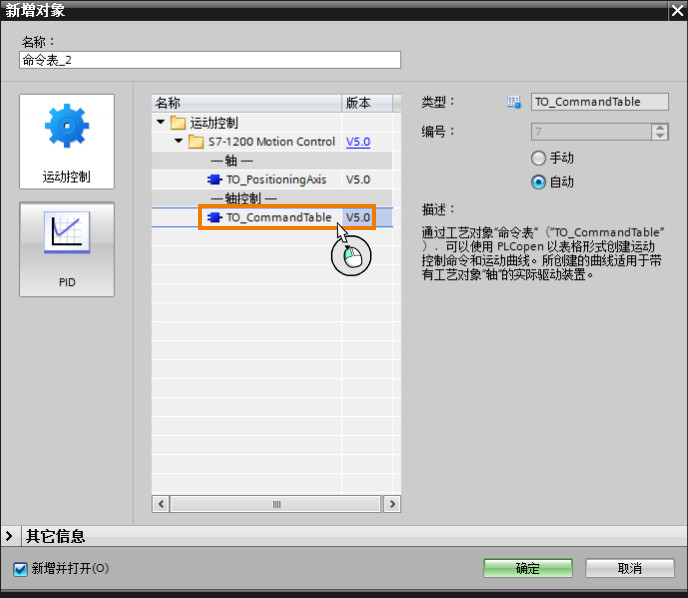
插入工艺对象TO_CommandTable的过程,如下图所示:
插入命令表成功后,可以看到下图的命令表参数配置视图。命令表参数包括:基本参数和扩展参数。 如下图所示,命令表的结构。
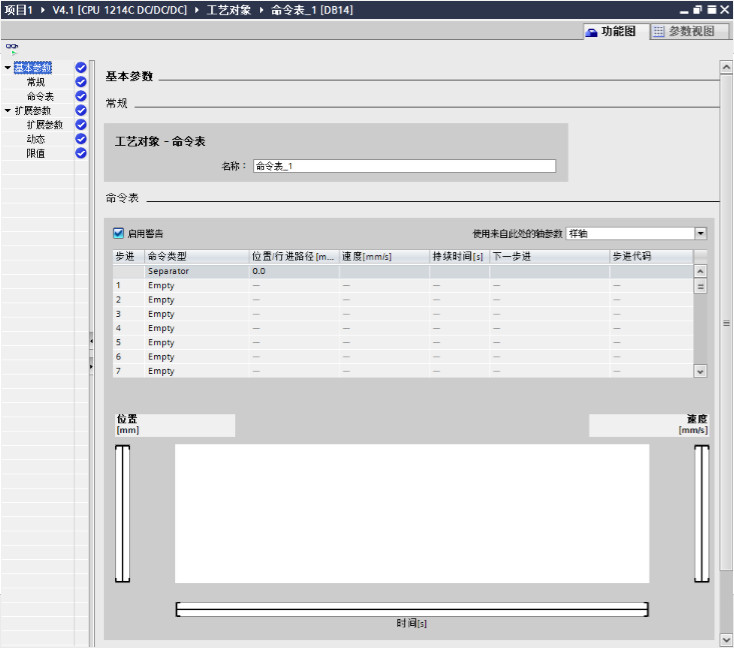
“基本参数”包括“常规”和“命令表”两部分。“常规”就是命令表的名称,“命令表”是重点配置部分,用来配置命令曲线的。
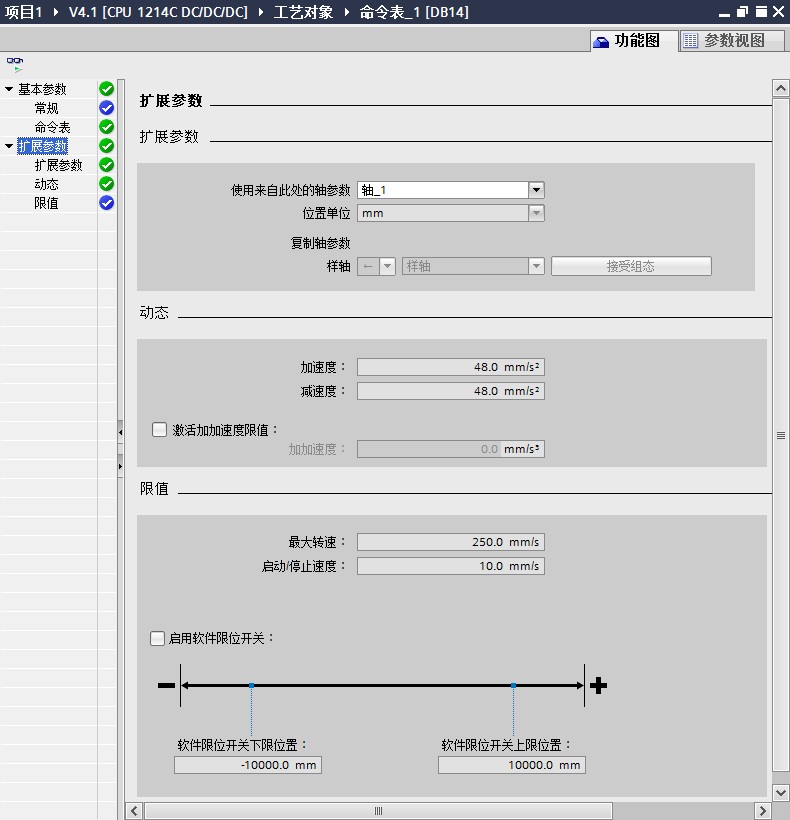
“扩展参数”包括“扩展参数”,“动态”和“限制”三部分。如果在“命令表”中选择已组态的轴,如下图所示,则“扩展参数”中的参数都是不能更改的。

如下图所示,相关的轴参数都不能进行修改。
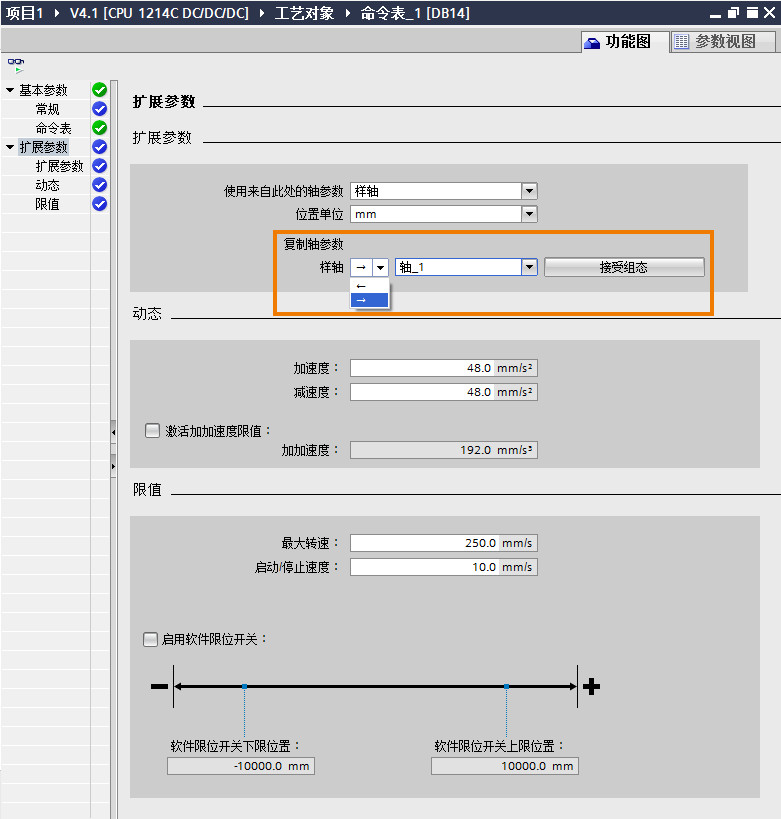
用户可以在“命令表”页面选择“样轴”,则“扩展参数”中的参数都是可组态的。
用户可以配置完“样轴”的参数后,把样轴的参数复制到之前配置的轴对象(比例本例子中的轴_1,轴_2,轴_3,或轴_4中的一个,几个或全部)。
用户也可以把轴_1,轴_2,轴_3,或轴_4中任意一个轴的配置参数复制到“样轴”。
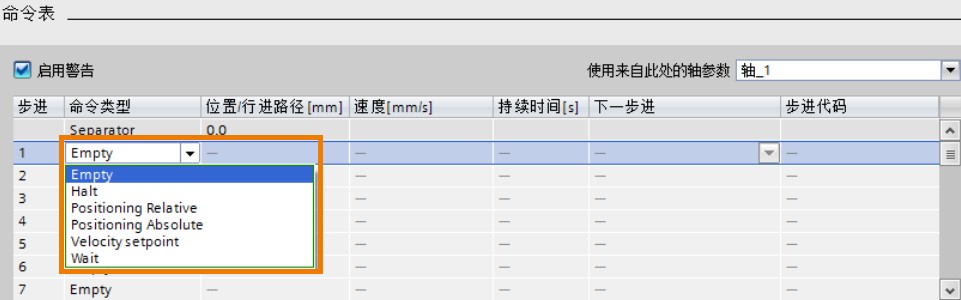
选择好轴参数后,用户开始配置需要的命令(也可以叫做曲线)。Portal软件提供了几种命令,如下图所示:
①Empty:为要添加的命令进行占位,也就是占位条目。 程序在处理命令表时会忽略空条目。
②Halt:停止轴,只有在执行“Velocity setpoint”命令之后该命令才生效。
③Positioning Relative:轴的相对运动命令
④Positioning Absolute:轴的绝对运动命令
⑤Velocity setpoint:轴的速度运行命令
⑥Wait:等待条目,作用是让轴等待一段时间。Wait 不会停止激活的行进运动。
⑦Separator:曲线分割命令,不会作用于轴,仅仅用来分割趋势曲线。
命令表的使用,可以鼠标右键命令表中的某个步,以进行插入空行Empty或是分隔符线Seperator命令,如下图中的①和②。用户也可以对命令表中的步进条目进行剪切、复制、粘贴,以及删除等操作。
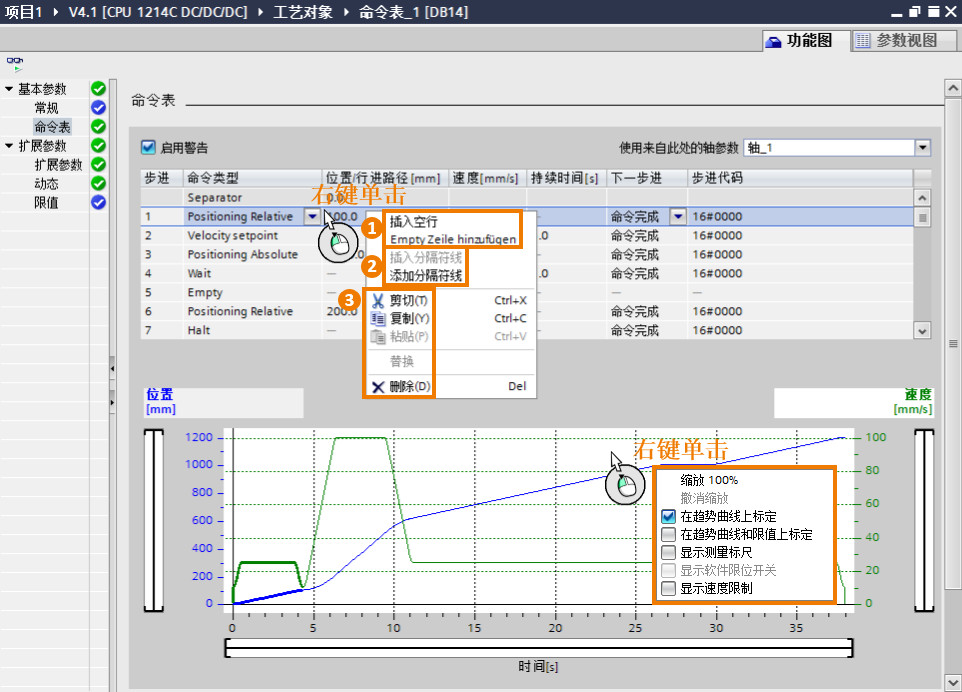
对于命令曲线图,用户也可以鼠标右键曲线图来选择趋势曲线的标尺或限制值等选项。
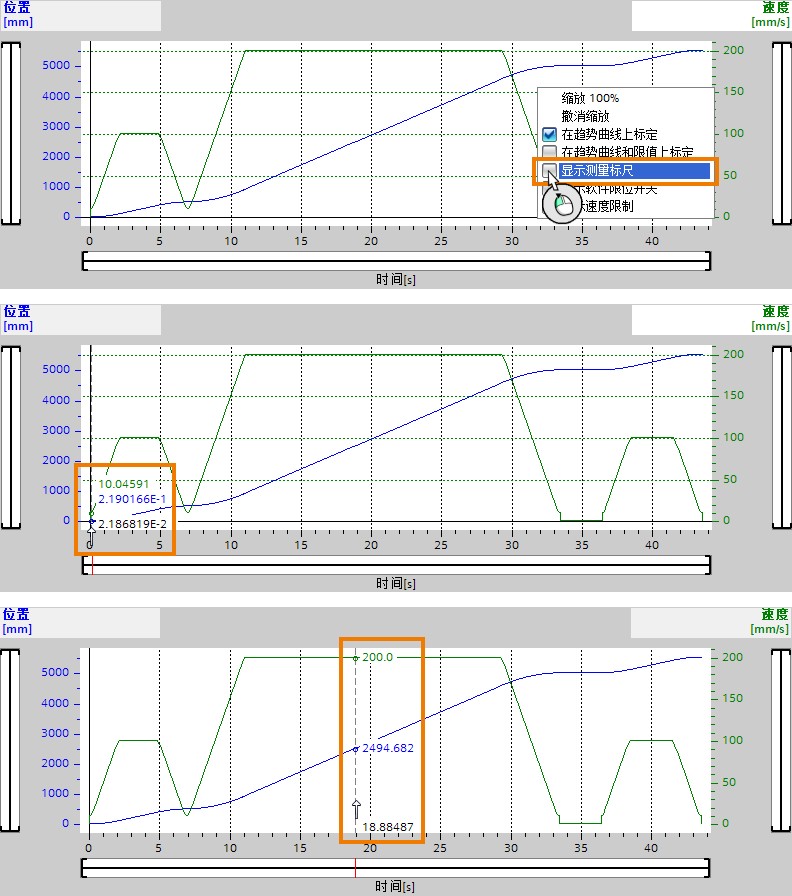
以“显示测量标尺”为例说明趋势图的功能。如下图所示,可以给趋势曲线添加速度、位置和时间的标尺。
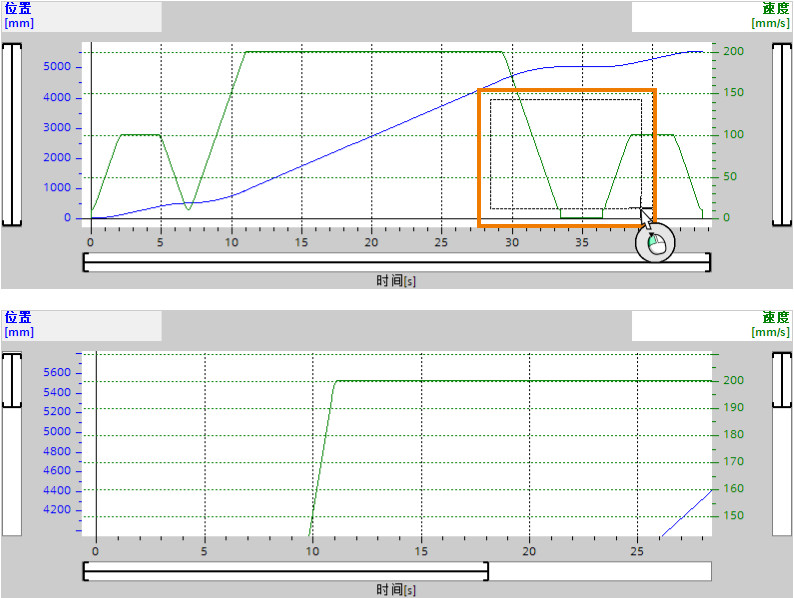
还可以用鼠标选中局部趋势曲线来放大查看之。如下图所示。
命令表中的命令介绍
以下图的曲线为例,对各个命令进行详细说明:
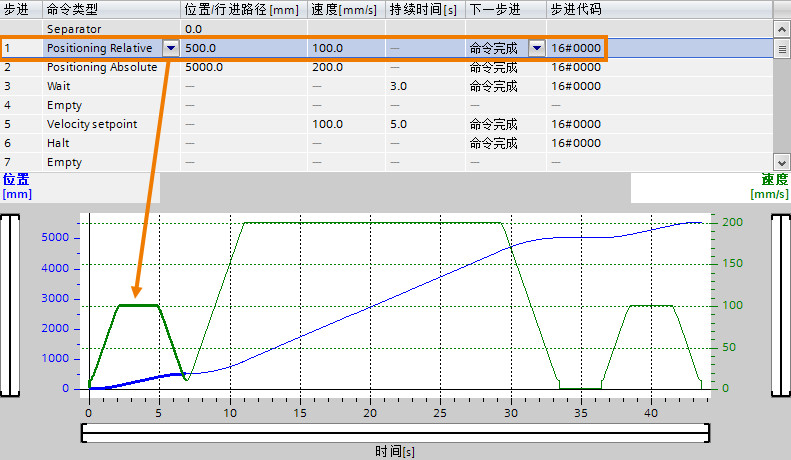
步进1:命令类型:Positioning Relative:相对运动命令
对于Positioning Relative命令,用户需要设定的是相对运动的“行进路径”值和运行“速度”值,在本例子中,相对运动的“行进路径”为500.0mm,“速度”为100.0mm/s,如下图所示,加粗部分对应的是该指令的趋势曲线。绿色表示的是命令的速度,该值从0开始加速达到设定值100.0 mm/s,匀速运行一段时间后开始减速到轴的停止速度,这时轴的位置为500.0mm,该位置值是由轴的起始位置加上相对运动的“行进路径”值得到的0.0 + 500.0 = 500.0 mm。
步进2:命令类型:Positioning Absolute:绝对运动命令
对于Positioning Absolute命令,用户需要设定的是绝对运动的目标“位置”值和运行“速度”值,在本例子中,绝对运动的目标“位置””为5000.0mm,“速度”为200.0mm/s。如下图所示,加粗部分对应的是该指令的趋势曲线。绿色表示的是命令的速度,该值从起始速度开始加速达到设定值200.0 mm/s,匀速运行一段时间后开始减速到轴的停止速度,这时轴的位置为5000.0mm.
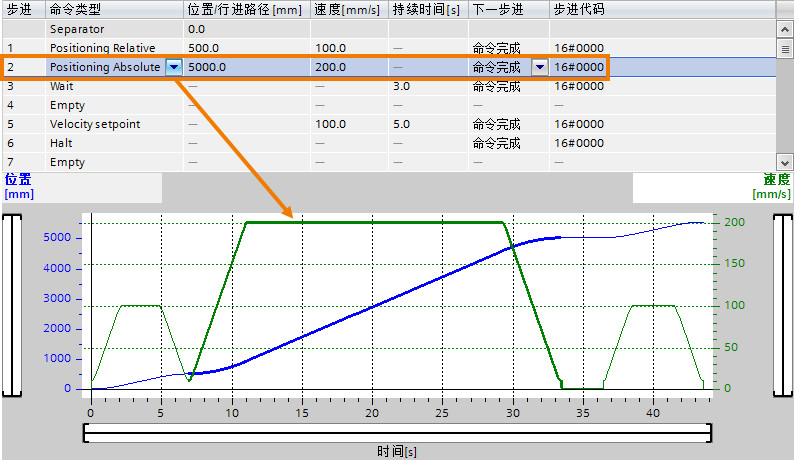
『注意』命令表中没有回原点指令,用户想使用绝对位置命令之前,需要回原点。应此在这种情况下,用户需要借助MC_Home指令来得到回原点完成信号后再使用命令表的绝对定位命令。
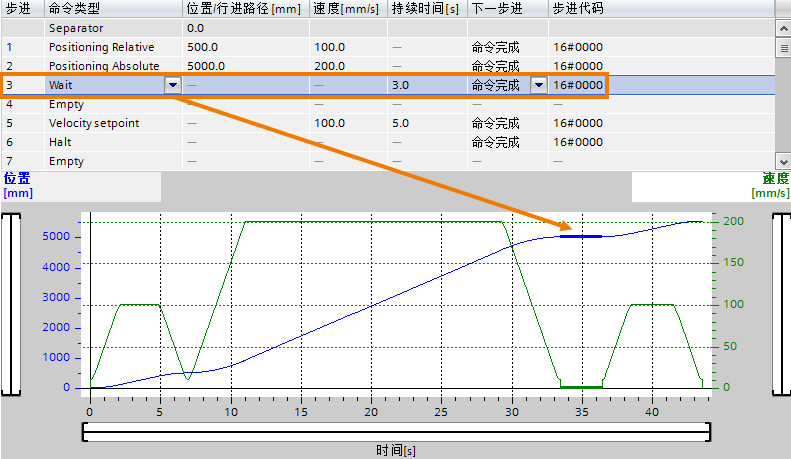
步进3:命令类型:Wait:轴等待指令
对于Wait命令,用户需要设置“持续时间”值。该指令的作用是增加一段时间延时,在这段时间内轴的状态取决于上一个命令。
在该例子中,Wait命令前是绝对定位,轴在进行完绝对定位时是停止的,因此步进3命令的结果是轴停止3.0s的时间,虽然趋势曲线中的速度值不变仍旧为200.0mm/s。
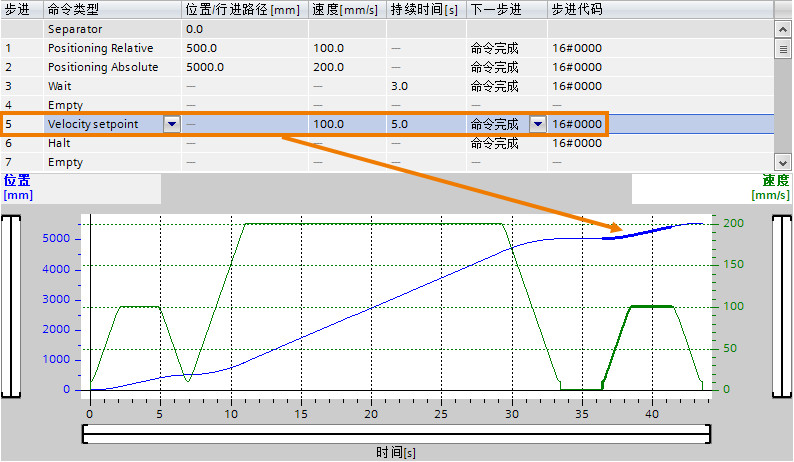
下图是Wait命令添加在Velocity setpoint指令之后的情况:

Wait命令会保持Velocity setpoint的速度值让轴继续运行3.0s的时间。
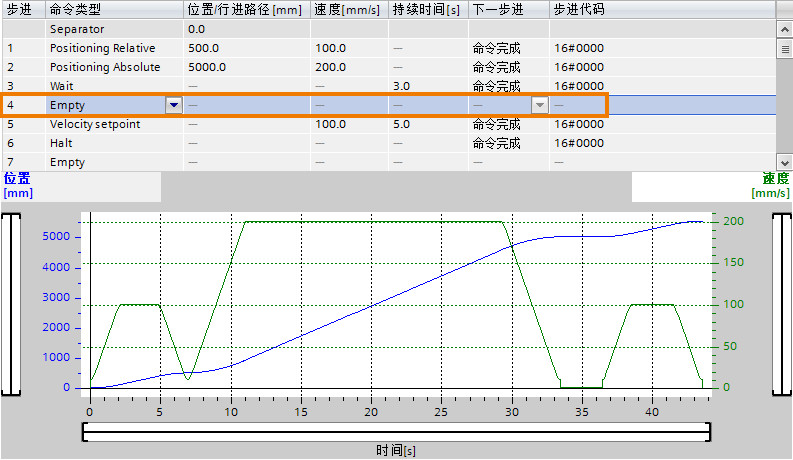
步进4:命令类型:Empty:该条目用作是添加命令占位符。 处理命令表时会忽略空条目。
如下图所示,Empty命令没有对轴有任何操作。
步进5:命令类型:Velocity setpoint:轴的速度运行命令,让轴以一定的速度运行。
对于Velocity setpoint命令,用户需要设定的是运行“速度”值和“持续时间”,在本例子中,速度运行命令的“速度”值为100.0mm/s,“持续时间”为3.0s。如下图所示,加粗部分对应的是该指令的趋势曲线。
步进6:命令类型:Halt:轴的停止命令。
对于Velocity setpoint命令,用户不需要设定参数。轴会按照下图的减速度来减速停止轴。
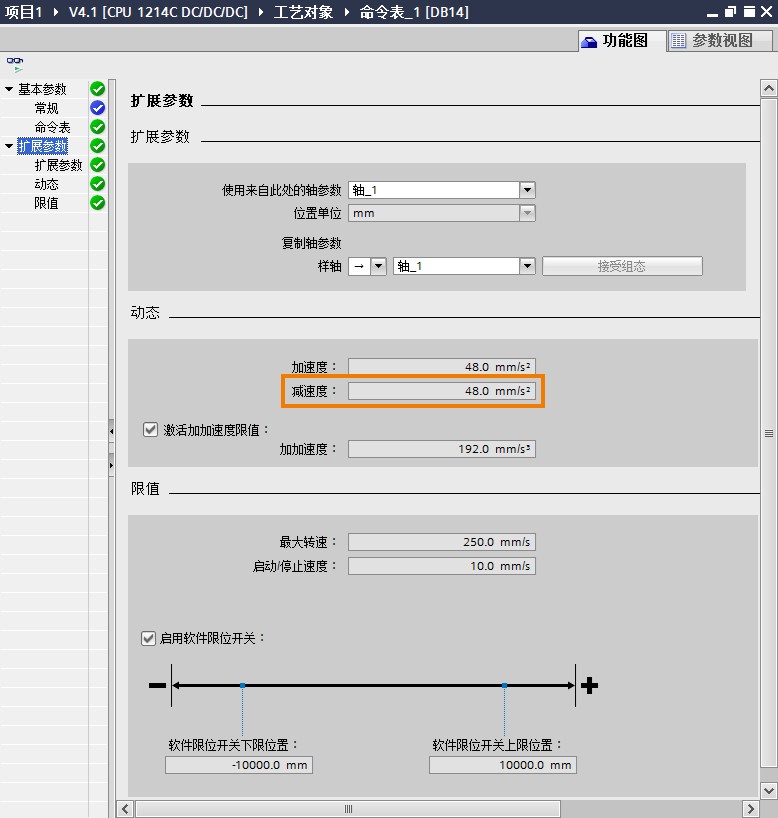
减速曲线如下图所示:
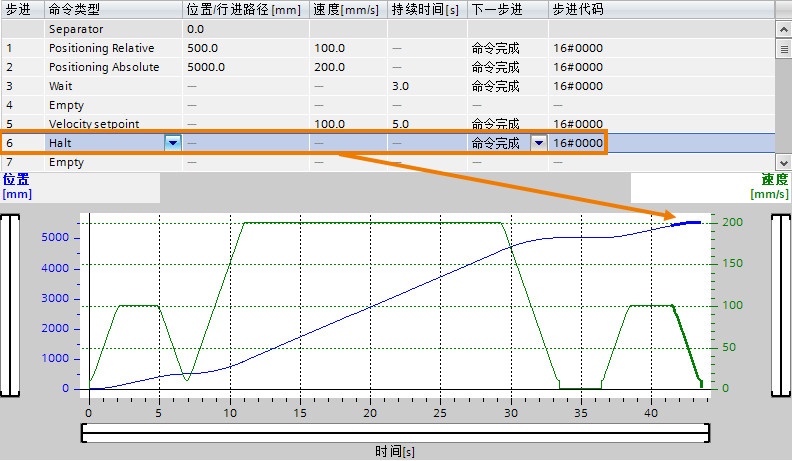
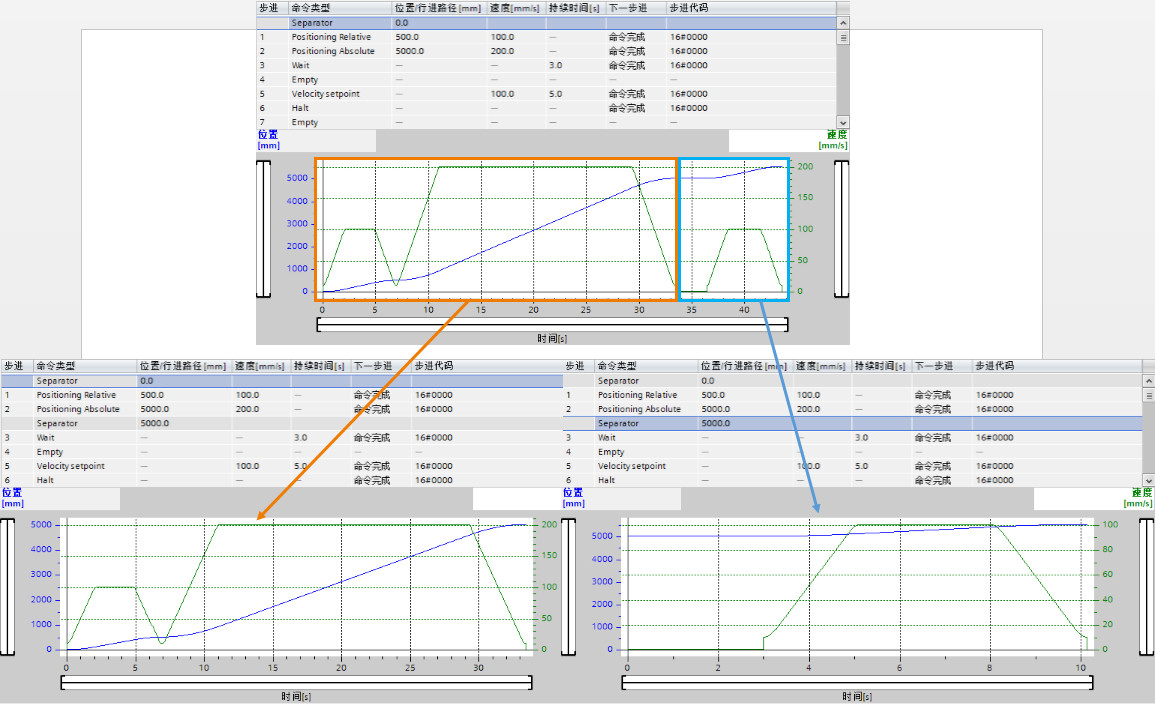
步进7:命令类型:Separator:趋势曲线显示分割命令。
将 Separator 添加到所选行的上方。 Separator 用作趋势图图形显示范围的分割,不对轴做任何操作。如下图所示,原有的趋势图分成了两个部分。
命令表其他属性
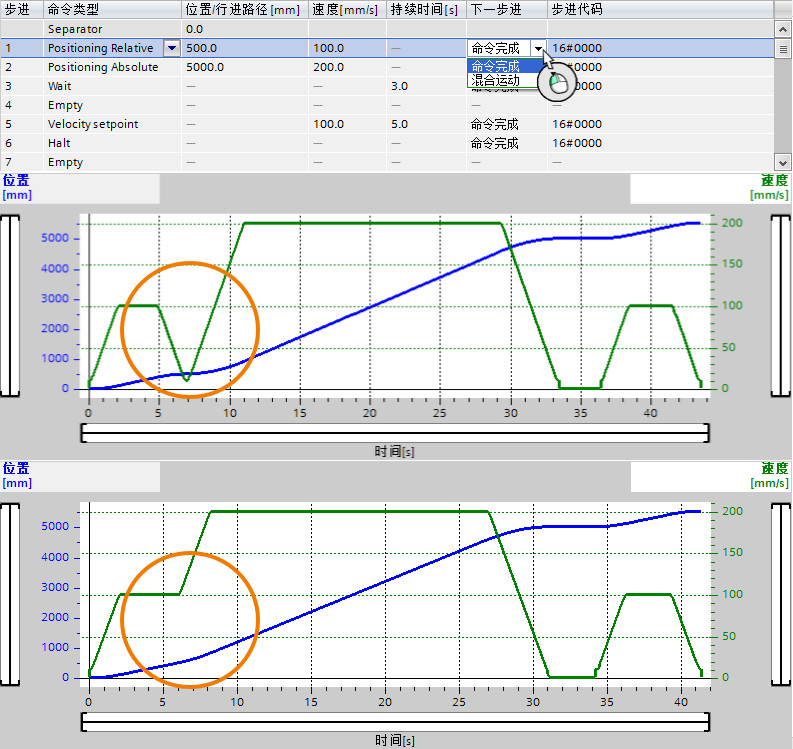
1. “命令完成”和“混合运动”
在命令表中,可以为步进条目设置前后命令之间的衔接模式,分成“命令完成”和“混合运动”。
- “命令完成”:两个指令之间衔接时,会出现轴停止的现象。
- “混合运动”:两个命令之间衔接时,软件会结合前后指令的速度进行计算,使得到新的曲线路径,使轴的速度变化平滑过渡,轴不会停止。
前后两种模式的效果如下图所示:
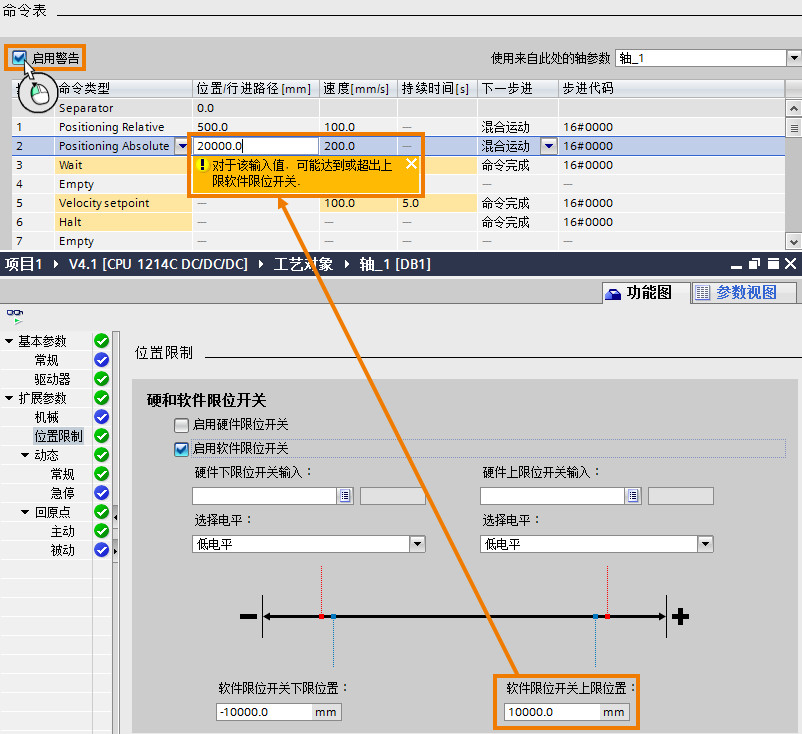
2. “启用警告”
命令表中还有“启用警告”的一个选项,该选项的功能是对命令表中步进条目的参数值进行检验。如下图所示,在“轴_1”的参数中使能了软限位,限位值为10000.0mm,当用户在命令表中的命令条目中设置位置为20000.0mm时,软件报警提示用户不能输入这样的位置值,原因是该位置值超过了轴的限位位置。
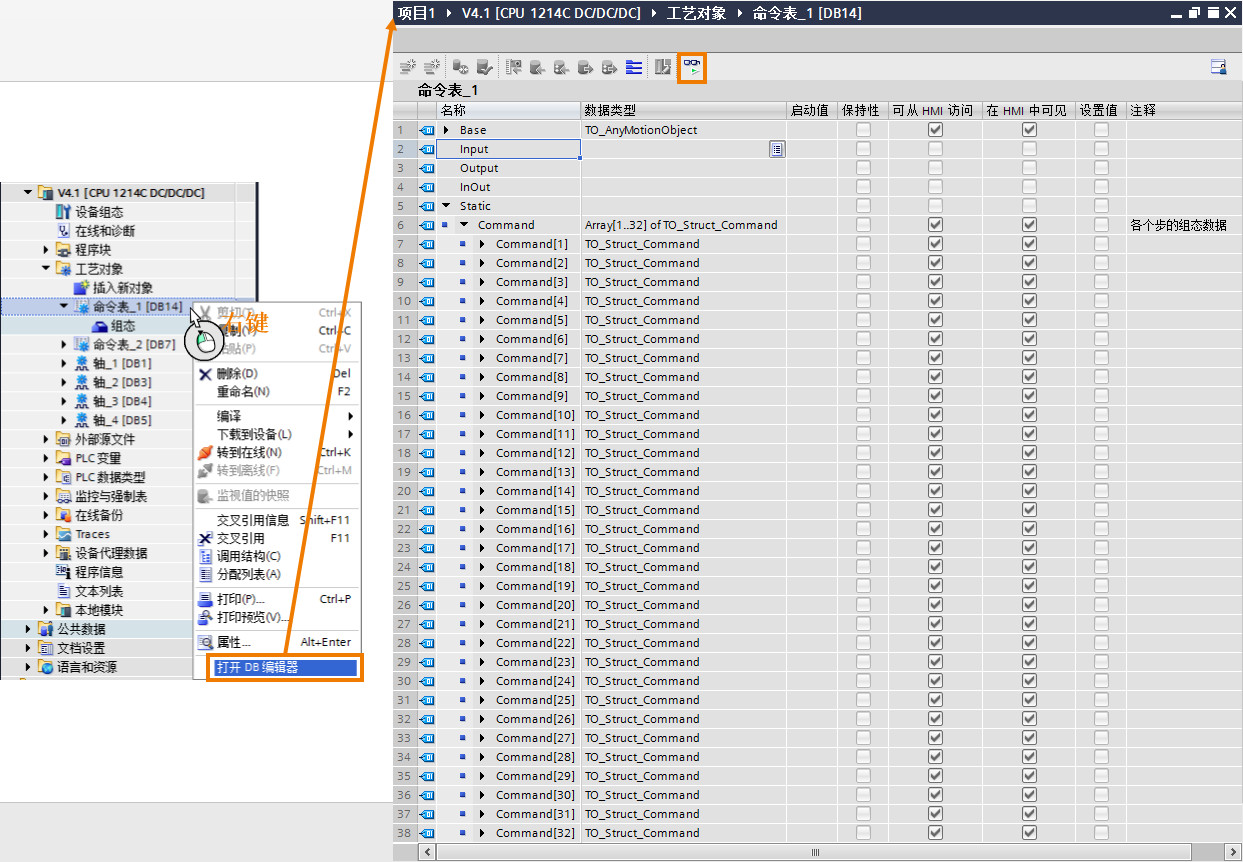
命令表--背景DB块
跟TO_PositioningAxis工艺对象的背景DB块一样,命令表工艺对象TO_CommandTable也有背景DB块,通过下面的方式可以打开DB块,并实时监控或是通过程序读取或修改命令表参数。
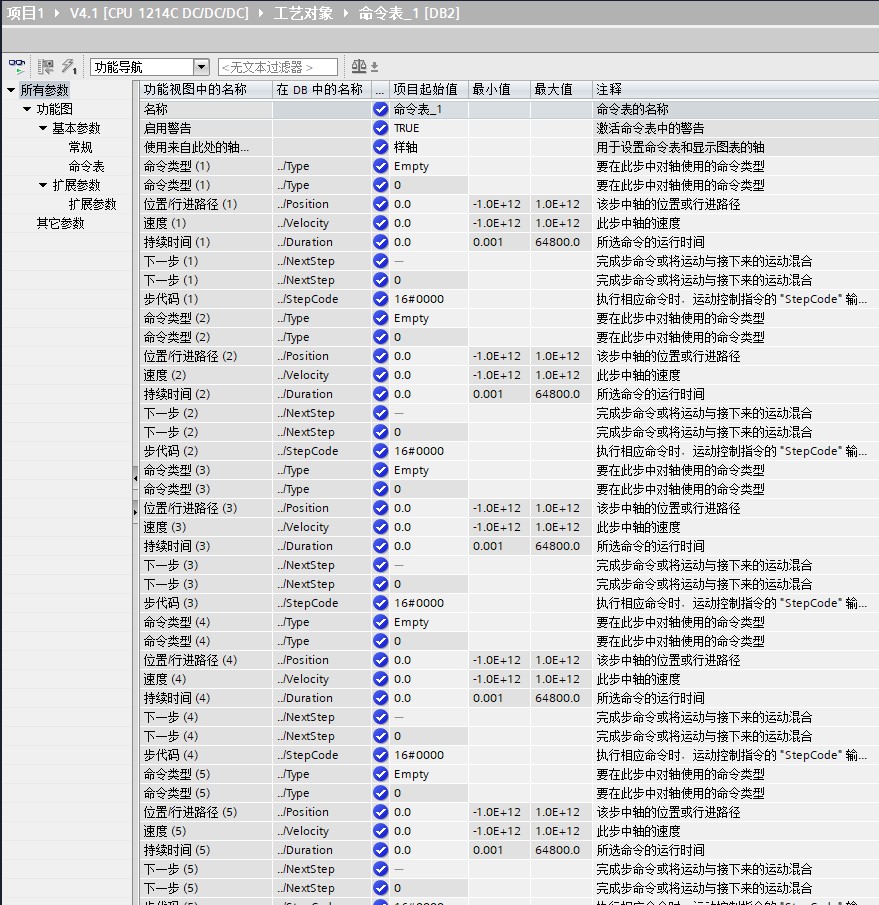
命令表--参数视图
当用户切换到命令表工艺对象的“参数视图”时,可以看到命令表工艺对象所有参数的名称、起始值、最大值、最小值和注释。
命令表指令--MC_CommandTable
指令名称:命令表指令
功能:根据用户定义的命令表,使轴顺序指令命令表中的命令。
使用技巧:使用该指令的前提是用户已经组态了命令表工艺对象TO_CommandTable。
『注意』部分输入/输出管脚没有具体介绍,请用户参考MC_Power指令中的说明。
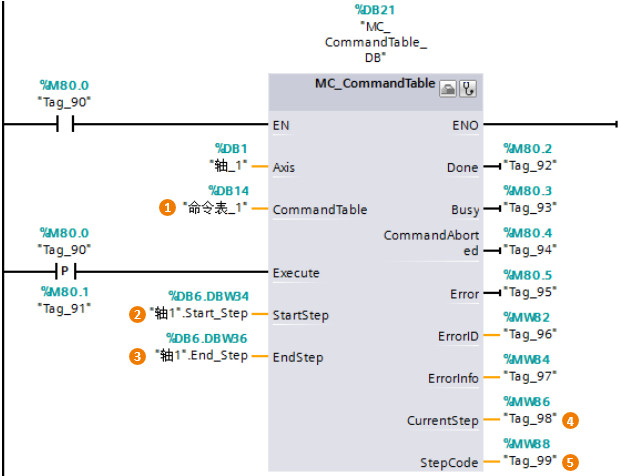
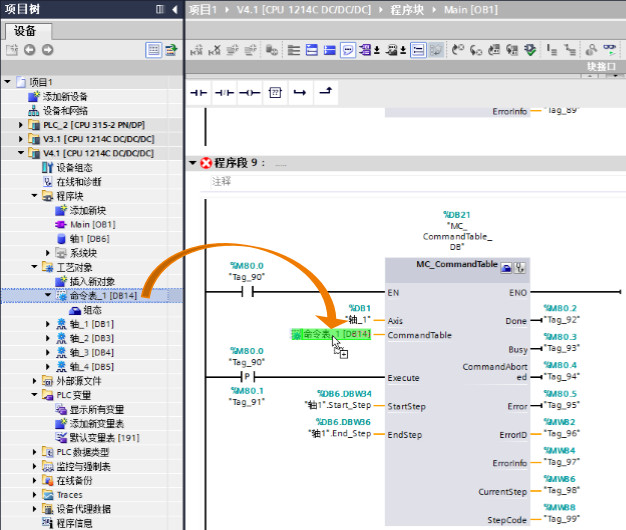
①CommandTable:命令表工艺对象。
为“CommandTable”管脚插入命令表对象,如下图所示,可以采用鼠标拖拽的方式。
②StartStep:输入起始步号码数值,该值表示用户选择命令表中的某个步作为起始步。
③EndStep:输入终止步号码数值,该值表示用户选择命令表中的某个步作为停止步。
『注意』起始步号和停止步号不能超过TO_CommandTable中组态的命令条目数。
1 ≤ StartStep ≤ EndStep
StartStep ≤ EndStep ≤ 32









 西门子官方商城
西门子官方商城



























哎呦喂98982024年05月31日
这个指令有没有案例,和视频呀?