![]() 回零位置不准?
回零位置不准?
寻零速度设置的太快、零点开关信号不稳定、回零方式请选择"外部零开关+编码器零脉冲"。
![]() TO工艺对象模式下,绝对值编码器掉电后零点丢失?
TO工艺对象模式下,绝对值编码器掉电后零点丢失?
• 编码器损坏。
• 是否使用的是“直接设置零点”的回零方式。
• 掉电后单圈绝对值编码器电机是否移动超过了半圈,多圈绝对值编码器是否移动超过2048圈。
![]() 1200 可以实现位置同步控制吗?
1200 可以实现位置同步控制吗?
不支持位置同步控制,只支持单轴的定位控制。
![]() 1200 可以控制多少个位置轴?
1200 可以控制多少个位置轴?
最多可以配置8个轴,控制轴数的多少直接影响控制性能,根据实际需要决定配置数量。
![]() 1500(T) 可以控制多少个位置轴?
1500(T) 可以控制多少个位置轴?
不同的CPU可以带的TO数量,最大配置数量如下:
CPU 1511/1513: 6 axis
CPU 1515/1516: 30 axis
CPU 1517: 96 axis
CPU 1518: 128 axis
控制轴数的多少直接影响控制性能,根据实际需要决定配置数量。应使用TIA Selection Tool或SIZER选型软件进行选型配置。
![]() 1500(T) 通过工艺对象TO,怎样组态V90 PN?
1500(T) 通过工艺对象TO,怎样组态V90 PN?
需注意,在组态1500工艺对象时,首先在网络组态时应该使用V90 HSP文件组态V90 PN,且必须采用IRT通信方式,最小通信循环周期为2ms.
![]() 1500(T) 在博途中通过HSP配置V90 PN时,找不到对应产品订货号如何解决?
1500(T) 在博途中通过HSP配置V90 PN时,找不到对应产品订货号如何解决?
安装与博途软件对应版本的V90 HSP文件,与博途版本要一致,目前最新的软件为Portal V15 及HSP0185 V3.0。
![]() 1200 通过工艺对象TO,怎样组态V90 PN?
1200 通过工艺对象TO,怎样组态V90 PN?
需注意,在组态1200工艺对象时,首先在网络组态时应该使用V90 GSD文件组态V90 PN,并使用3号报文,只能采用RT通信方式。
![]() 1500 可以实现位置同步控制吗?
1500 可以实现位置同步控制吗?
1500支持相对位置同步控制,1500T支持绝对位置同步控制及凸轮同步控制。
![]() 回零开关和限位开关应该连接到哪里?
回零开关和限位开关应该连接到哪里?
需要连接到PLC的数字量输入并在工艺对象中组态。
![]() 使能电机后运行不正常?
使能电机后运行不正常?
检查在“与编码器进行数据交换”处是否勾选了“自动传送编码器参数值”,如果勾选了请取消,手动输入编码器参数。
(1) 增量编码器:
•测量系统:旋转;
•增量:2500;
•Gx_XIT1中的位:2;
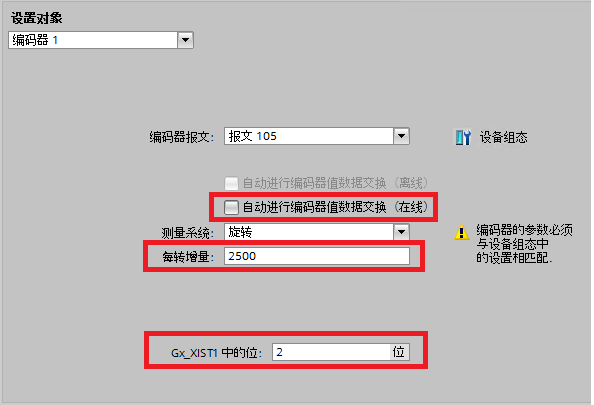
(2).多圈绝对值编码器:
•测量系统:旋转;
•每转增量:2048;
•转数:4096;
•Gx_XIST1中的位:11;
•Gx_XIST2中的位:9;
(3)单圈绝对值编码器:
•测量系统:旋转;
•每转增量:2048;
•转数:1;
•Gx_XIST1中的位:12;
•Gx_XIST2中的位:10
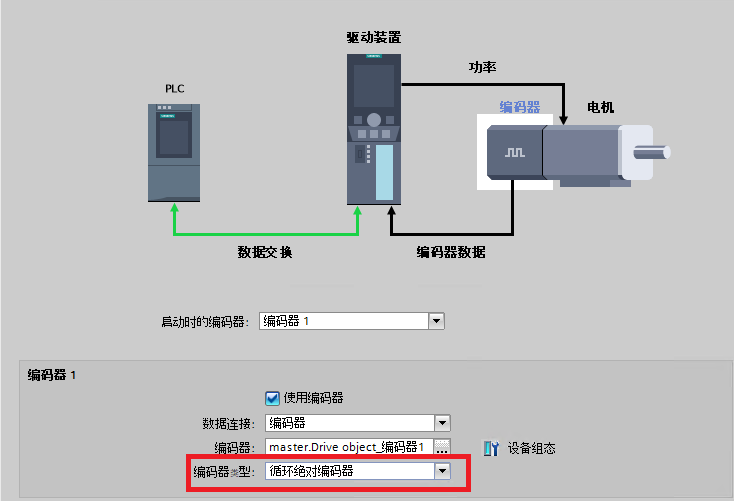
![]() 绝对值编码器掉电后位置丢失?
绝对值编码器掉电后位置丢失?
• EPOS模式下,掉电后单圈绝对值编码器电机是否移动超过了半圈,多圈绝对值编码器是否移动超过2048圈。
• TO工艺对象配置时单圈绝对值编码器电机是否激活了循环绝对选项(1200PLC无此功能)。